Voor het eerst gepublceerd op 27 april 2017, door hernieuwde interesse van bezoekers een update van de links, en herstel van dode links
Dit is op basis van de onderstaande video van Andreas Spiess
Is het echt nodig dat we weer een eigen geigerteller hebben om ons te waarschuwen als er radioactiviteit in de lucht is? Als je denkt van wel, dan laten we je zien hoe je er zelf een kunt bouwen voor ongeveer 50 Euro. In deze handleiding en op basis van de bovenstaande video gaan we:
Een geigerteller bouwen met mogelijkheden voor langdurige monitoring met behulp van Thingspeak
Waarschuwingen naar onze smartphone sturen met IFTTT-notificaties
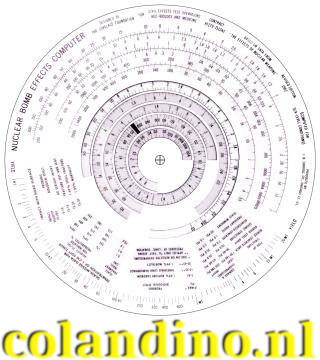
De webversie van de computer voor het simuleren van de effecten van een kernbom, hoe handig ook online, is niet erg bruikbaar in het veld, in een post-apocalyptische omgeving of voor het afhandelen van weddenschappen over thermonucleaire wapens. Gelukkig kunt u met een beetje tijd, geduld en toegang tot een geschikte printer en kantoorartikelen uw eigen zakrekenliniaalcomputer in elkaar zetten, net als het origineel – zonder batterijen of internetverbinding!
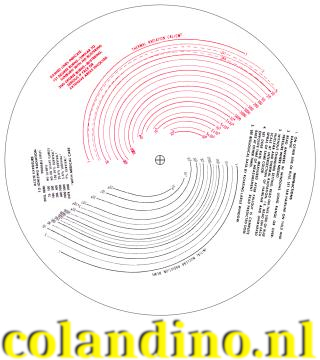
U moet afbeeldingen (bij voorkeur in kleur) kunnen afdrukken vanuit PNG-bestanden (Portable Network Graphics) met een specifieke en consistente schaal. De roterende schijven van de bomcomputer moeten worden afgedrukt op transparant plastic, waarbij de witte gedeelten van de afbeelding vrij blijven. De meeste printers kunnen transparanten afdrukken die bedoeld zijn voor overheadprojectoren en die hiervoor geschikt zijn.
Componentafbeeldingen
Download eerst het archief met componentafbeeldingen. Dit is een gecomprimeerd ZIP-bestand; pak de inhoud uit, vier afbeeldingen in PNG-formaat, met een programma naar keuze (bijvoorbeeld Info-ZIP). Elke afbeelding is 1575 pixels breed; de hoogtes verschillen. De afbeeldingen worden hieronder in verkleinde vorm weergegeven, allemaal op dezelfde schaal.
De onderdelen afdrukken
Alle onderdelen van de rekenliniaal moeten op dezelfde schaal worden afgedrukt; de verhouding tussen de pixels in de afbeeldingen en de grootte van de afgedrukte onderdelen moet identiek zijn, anders komen de schalen niet overeen wanneer u ze in elkaar zet. Om het afdrukken op een uniforme schaal te vergemakkelijken, hebben alle afbeeldingen van de onderdelen dezelfde breedte: 1575 pixels. Als uw beeldbewerkingsprogramma u toestaat de breedte van een afbeelding zoals afgedrukt te specificeren (waarbij de hoogte naar behoefte wordt ingesteld om de beeldverhouding te behouden), hoeft u er alleen voor te zorgen dat u dezelfde breedte hebt ingevoerd voordat u elke afbeelding afdrukt. Een breedtespecificatie van 5,25 inch voor de afbeeldingen van 1575 pixels levert afgedrukte onderdelen op die qua grootte vrijwel identiek zijn aan die van de originele rekenliniaal.
Om accessoires (zoals een boorkop of klauwplaat/backingplate) op uw draaibank te passen, moet u de draadmaat van de spil van de kop weten. Houd er rekening mee dat deze kunnen worden vervaardigd in imperiale (inch) of metrische (millimeter) maten.
1. Met behulp van een schuifmaat (bij voorkeur digitale schuifmaat) meet u de draaddiameter over de maximale diameter van de schroefdraden, van piek tot piek. Dit zal normaal gesproken marginaal onder de nominale draadgrootte liggen als gevolg van slijtage en essentiële spelingen en productietoleranties.
2. Meet de spoed van de schroefdraad (de afstand tussen opeenvolgende draadpieken).
2.1. Voor een imperiale (inch) draad wordt dit gemeten in ‘draden per inch’. Als de draad een imperiale maat heeft, plaatst u het nulpunt van een nauwkeurige meetlat, aangegeven in inches, op de top van een draad dicht bij de kop. Tel dit punt als ‘nul’ en tel hoeveel pieken je nog meer tegenkomt totdat je het punt van een halve inch op je regel bereikt. (NB: dit zal bijna altijd een geheel getal zijn – zeer weinig draden hebben een oneven aantal ‘draden per inch’ – hoewel negen zeer af en toe voorkomt). Neem het aantal draden dat je hebt geteld en verdubbel dit aantal: de waarde die je berekent is het aantal ‘draden per inch’. (Je hebt het aantal draden in een halve inch geteld, dus het aantal in een volledige inch is het dubbele van het aantal in een halve inch!). Typische spoeden op draaibankspindels zijn: 6tpi; 8 tpi; (zelden, 9tpi); 10 tpi; 12 tpi en 16 tpi.
2.2. Voor een metrische draad (millimeter) is de aanpak vergelijkbaar, behalve dat u een regel gebruikt met metrische schaalmarkeringen. Voor een metrische draad moeten we de grootte van een enkele draadspoed vinden, gemeten in millimeters. Het meten van een enkele steek is bij de meeste draden bijna onmogelijk, dus het is gemakkelijker voor ons om te beginnen met het einde van de regel op één draadpiek (ons nulpunt) en dan de draden te blijven tellen totdat we een ander punt hebben waar de draadpiek precies samenvalt met nog een markering op onze regel. Meestal zal het tellen van vier, vijf of tien threads het leven gemakkelijker maken, als dat past bij waar uw regel is geplaatst. Om de steek te vinden, deelt u de afstand die u hebt gemeten tussen de door u gekozen begin- en einddraadpiek door het aantal draden dat u hebt geteld. Dus als we bijvoorbeeld 4 draden tellen in een ruimte van 14 millimeter, is de steek gelijk aan 14 gedeeld door 4 = 3,5: de steek is in dit geval 3,5 mm. Typische steekwaarden op draaibankspindels zijn: 1,5 mm; 2 mm; 2,5 mm; 3 mm en 3,5 mm.
Als uw draaibank 10 jaar of minder oud is en wordt geleverd voor de Britse markt, zal deze vrijwel zeker een van deze 4 maten zijn:
3/4” x16tpi; 1” x 8tpi; 1,1/4″x8tpi en M33 x 3,5 mm
De meest voorkomende maten:
Tap maat
Diameter (inch)
Diameter (mm)
Thread Count (TPI)
Thread Pitch (mm)
Tap boorgat (mm)
M33 x 3.5
1.2992
30.0000
~8
3.500
29.5 mm
1 1/8 – 12
1.1250
28.575
12
2.116
26.51 mm
Oudere draaibanken zouden een veel grotere variëteit kunnen hebben, net als die welke voor verkoop op andere markten worden vervaardigd. Als u het ‘makersplaatje’ op uw draaibank kunt vinden en ons het merk en model van de draaibank kunt doorgeven, kunnen wij u waarschijnlijk naar de meest waarschijnlijke spilgrootte voor uw draaibank leiden.
Andere, minder vaak voorkomende schroefdraadmaten zijn: 3/4” x 10tpi; M18 x 2,5 mm; 1” x 10 tpi; 1” x 12 tpi; M25 x 2 mm; 1,1/8” x 12 tpi; M30 x 3,5 mm; 1,1/2” x 6tpi – maar er zijn er nog veel meer!
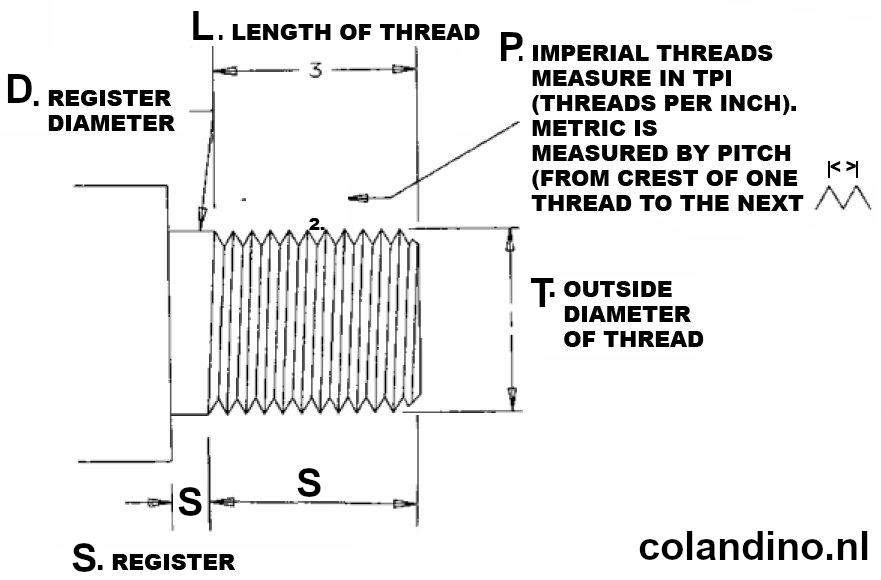
Sommige spindels van draaibanken hebben een ‘gewoon’ spilgedeelte achter het gedeelte met schroefdraad – dit staat bekend als het ‘register’. Het bestaan (of niet) ervan en de afmetingen ervan kunnen ook belangrijk zijn. Als uw draaibank een register had, kunnen de afmetingen van dat kenmerk ook belangrijk zijn om te zorgen voor een juiste pasvorm voor de spildraad. Raadpleeg het volgende diagram, dat een typische spilneus toont, inclusief register. Als u elk van de genoemde afmetingen kunt doorgeven, hebben wij een grotere kans om de juiste apparatuur te leveren.
De verschillende kenmerken die u moet meten zijn: T: de totale diameter van het schroefdraadgedeelte van de spil, zoals beschreven in paragraaf 1 hierboven; P: de spoed zoals uitgelegd in paragraaf 2 hierboven; L: de totale lengte van de spil, inclusief eventuele registers, gemeten vanaf de achterkant van het register – of het equivalent daarvan als er geen register is; D: de diameter van het register (de maximale diameter waarbij eventuele vergrendelingsgroeven rond het register buiten beschouwing worden gelaten); en tenslotte, S: de diepte (lengte) van het register.
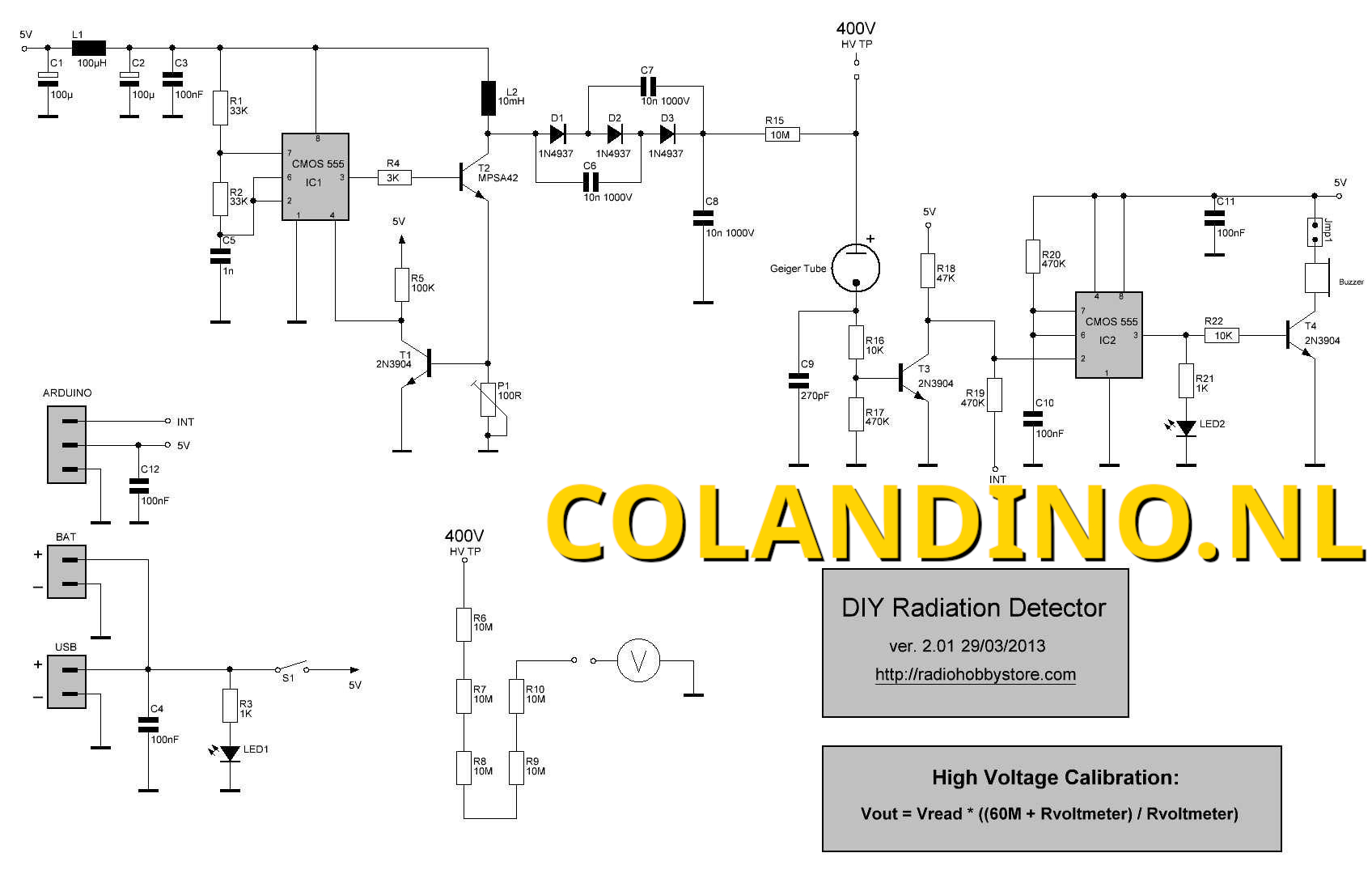
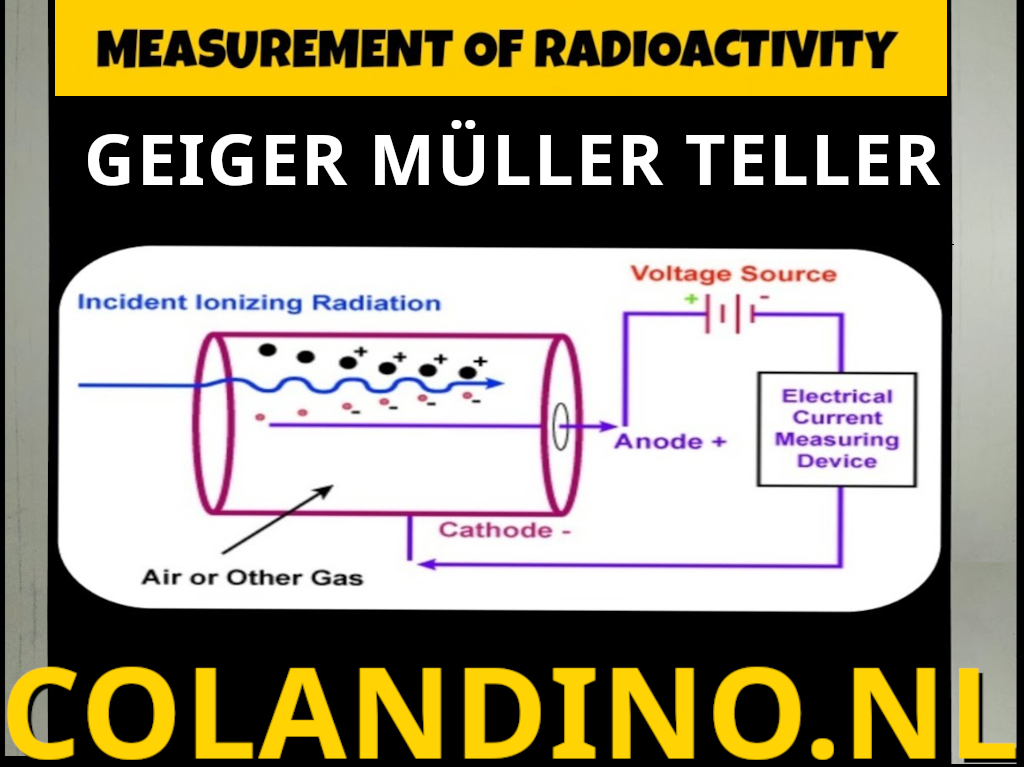
Een geigerteller is een apparaat dat ioniserende straling detecteert en meet. Dit type straling komt onder andere vrij bij radioactieve stoffen en kan schadelijk zijn voor de gezondheid. De geigerteller maakt gebruik van een Geiger-Müller-buis om de straling te registreren en wordt veel gebruikt in wetenschappelijk onderzoek, industrie en bij rampenbestrijding.
Hoe werkt een geigerteller?
Een geigerteller werkt op basis van de Geiger-Müller-buis, een met gas gevulde buis die reageert op ioniserende straling. Wanneer straling de buis binnendringt, veroorzaakt dit een elektrische ontlading, die door het apparaat wordt geregistreerd. Dit wordt meestal weergegeven als een tikgeluid of een digitale meting in microsievert per uur (µSv/h).
De meeste geigertellers kunnen alfa-, bèta- en gammastraling detecteren. Sommige geavanceerdere modellen kunnen zelfs onderscheid maken tussen deze verschillende soorten straling. Dit is vooral nuttig bij laboratoriumonderzoek en professionele toepassingen, zoals in kerncentrales of bij nucleaire rampenbestrijding.
Toepassingen van de geigerteller
Geigertellers worden in verschillende situaties gebruikt:
Stralingsmonitoring: Om de hoeveelheid radioactieve straling in een gebied te meten, bijvoorbeeld na een nucleaire ramp of bij nucleaire installaties.
Industriële toepassingen: Wordt gebruikt in de nucleaire industrie en bij medische beeldvorming, zoals röntgenapparatuur.
Milieubescherming: Om radioactieve vervuiling in water, lucht en bodem op te sporen. Dit wordt vaak uitgevoerd door milieuorganisaties en overheidsinstanties.
Persoonlijke veiligheid: Sommige mensen gebruiken geigertellers om blootstelling aan straling te minimaliseren, bijvoorbeeld in de buurt van oude industriële sites of bij het hanteren van antieke voorwerpen die radioactief kunnen zijn.
Waar moet je op letten bij het kopen van een geigerteller?
We geven er een draai aan…
Draaien is een verspaningstechniek, waarbij het metaal op een draaibank wordt bewerkt. Het materiaal draait rond en voert de snijbeweging uit, doordat de beitel in een bepaalde richting beweegt. Er zijn allerlei vormen van draaien, zoals langsdraaien, dwarsdraaien, steken, profieldraaien, conusdraaien en kopieerdraaien.
Algemeen
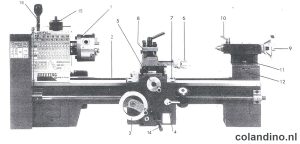
Technische fische onderdelen Chiu – Ting CT-918 AM draaibank
Een metaaldraaibank is een machine waarmee metalen of kunststoffen werkstukken worden gedraaid/gemaakt. De draaibank bestaat uit een gietijzeren gestel of geraamte. Door een elektromotor wordt via een v-snaar de klauwplaat, welke op de hoofdas wordt bevestigd, aangedreven.
De draaibank bestaat verder uit een support waarin de beitels voor het draaiwerk worden vastgezet. Dit beitelsupport kan zowel handmatig als automatisch over een zwaluwstaartbed worden voortbewogen. Aan het andere uiteinde van de draaibank zit de “losse kop” waarin een vast of meedraaiend center kan worden geplaatst. Ook een boorkop of een boor met grotere diameter kunnen hier worden vastgeklemd.
Op een metaaldraaibank kan behalve in- en uitwendig draaiwerk ook schroefdraad gesneden worden. Door verschillende tandwielverhoudingen te gebruiken kunnen diverse soorten schroefdraad worden gesneden. De meest voorkomende schroefdraad hier op het Europese vasteland is de Metrische draad. Er is ook Engelse (schroef)draad, Whitworth genoemd, waarvan de spoed (hier het aantal gangen per inch) en de tophoek de voornaamste verschilpunten tussen de WW en de Metrische schroefdraad zijn.
Bouw
Kenmerkend voor een draaibank is dat bij een draaibank het snijgereedschap (draaibeitel) stilstaat. Meestal wordt een te bewerken onderdeel ingeklemd in een klauwplaat die bevestigd is aan een horizontale as die het werkstuk ronddraait.
De draaibank bestaat veelal uit een gietijzeren constructie, het deel dat op de grond staat heet de voet en daarbovenop staat het draaibankbed. Bij grotere draaibanken zijn voet en bed uit twee delen gemaakt, bij bijvoorbeeld een tafeldraaibank bestaan de voet en het bed uit een enkel stuk gietijzer.
De aandrijving gebeurt meestal met een elektromotor via een overbrengingssysteem bestaande uit V-riemen en/of tandwielen met een keuze uit verschillende toerentallen. De aandrijving kan ook uitgevoerd worden een frequentieregelaar die zorgt voor verschillende aandrijfsnelheden van de elektromotor.
Geschiedenis
De draaibank is een zeer oude machine die al gebruikt werd in Assyrie en het klassieke Griekenland. De oorsprong van het draaien vinden we rond 1300 v.Chr. toen de Grieken een tweepersoonshoutdraaibank ontwikkelden. Een persoon draaide het werkstuk met een touw terwijl een andere persoon een scherp voorwerp gebruikte om vormen in het hout te snijden. In het Romeinse rijk werd een draaiboog (soort strijkstok) toegevoegd. In de middeleeuwen werd het handdraaien vervangen door een pedaal zodat de handen vrijkwamen om de verschillende beitels vast te kunnen houden. Dit type draaibank is tot in het begin van de 20e eeuw veel gebruikt en nog in gebruik in diverse ontwikkelingslanden.
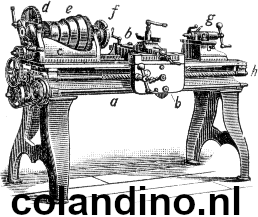
De eerste industriële metaaldraaibank werd door de Nederlander Jan Verbruggen, meestergieter in de zware geschutgieterij in Den Haag, in 1757 ontworpen en in gebruik genomen. In 1770 werd hij benoemd tot meestergieter in de geschutgieterij in het Royal Arsenal in Woolwich. Hier installeerde hij eenzelfde horizontale, door paarden aangedreven draaibank waarvan een set van 50 gedetailleerde camera-obscura-tekeningen bewaard zijn gebleven (zie bijgevoegd voorbeeld). Henry Maudslay, die later onder andere het automatisch draaien van schroefdraden op de draaibank uitvond, werkte ook in de werkplaats van Jan Verbruggen in Woolwich.
Soorten draaibanken
In de conventionele draaibanken kunnen diverse soorten uitvoeringen worden onderscheiden, met of zonder computeraansturing, te weten:
Centerdraaibank: wordt gebruikt voor stukken met een centerpunt aan beide kopzijden en geen mogelijkheid tot klemmen op het stuk.
Universele draaibank: de meest bekende vorm, wordt veelal gebruikt voor stuk- en herstellingswerken. Door demontage van de klauwplaat kan er een centerdraaibank van gemaakt worden doordat er in de spil een conus zit.
Kopdraaibank: een universele draaibank voor stukken met een diameter tot soms wel 3,5 meter. Er ontbreekt vaak wel de losse kop op deze soort, nadeel is dat het opspannen van het stuk veel tijd kost en dat de hoofdspil sterk op buigen wordt belast.
Carrouseldraaibank: een verticaal opgestelde kopdraaibank, met de voordelen van de kopdraaibank maar geen belasting op buigen van de spil. Sommige versies hebben ook de mogelijkheid om met meerdere beitels tegelijk te kunnen werken.
Kopieerdraaibank: een draaibank gebruikt voor het maken van series gelijke stukken. Hierbij loopt een taster over een mal en de vorm van de mal wordt aan een beitel doorgegeven en zo op een werkstuk gedraaid. Deze is vervangen door de computer numerical control (CNC) machines.
Revolverkopdraaibank: gebruikt voor het vervaardigen van series gelijkvormige stukken. Principieel is dit een universele draaibank, maar met een beitelhouder voor soms wel 8 gereedschappen die men kan ronddraaien (zoals bij een trommelrevolver).
Instellingen
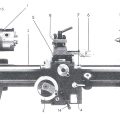
Opbouw van een oudere draaibank uit 1911. Met a = bed, b = geleiding (met dwarsslede en beitelhouder), c = kop, d = terugversnelling (met overbrenging naar ondergelegen spindel) e = kegel voor riemaandrijving van een externe voeding, f = frontpaneel gemonteerd op spindel, g = losse kop. h = spindel.
Het toerental wordt afgestemd op het te bewerken materiaal (de specifieke snijsnelheid, die voor elk materiaal anders is) en de diameter van het te draaien werkstuk.
Hierbij gebruikt men de volgende formule:
n = ( V c ∗ 1000 ) / ( π . d ) , {\displaystyle n=(V_{c}*1000)/(\pi .d),}
Waarbij:
n: het toerental, in toeren/min
Vc: de snijsnelheid, in m/min
d: de diameter van het werkstuk, in mm
Bij het gebruik van een industriële draaibank, waarbij door middel van hendels de toerentallen en voedingen worden ingesteld, is het volgende zeer belangrijk: het toerental van de hoofdspil mag slechts bij stilstand veranderd worden en de voedingen tijdens werking van de draaibank. Het kan dus soms gebeuren dat de tandwielen niet goed in elkaar grijpen bij het wisselen van hoofdspiltoerental, het volstaat hierbij om de klauwplaat met de hand te bewegen, men zal dan voelen dat de hendels op hun juiste plaats vallen als men de klauwplaat een beetje verdraait. Er bestaan ook systemen voor traploze snelheidsregeling bij conventionele machines in de vorm van frequentieomzetters.
Losse kop en bed
Meedraaiend center (boven), vast center (onder)
Rechts bevindt zich de losse kop, hierin kan een vast of meedraaiend center worden geplaatst, zodat het werkstuk aan beide uiteinden ondersteund wordt. Ook bestaat de mogelijkheid om er een boorkop of een grotere boor rechtstreeks in te zetten.
De losse kop kan verplaatst worden langs het bed. Het bed bestaat uit twee geleiders die heel zuiver zijn geslepen. In het bed is een trapeziumvormige rand geslepen, zodat bij slijtage op het bed er geen zijdelingse speling ontstaat maar enkel de support naar onder toe zakt (een zeer kleine verplaatsing overigens).
Bij het bed zijn er 2 keuzemogelijkheden: inductiegehard of niet. Inductiegehard is duurder maar op termijn heeft dit enkel voordelen doordat het bed minder vatbaar is voor beschadiging van spanen of slijtage door gebruik. De beitelwagen, ook weleens langsslede of support genoemd, kan over het bed verplaatst worden (voeding). Dit support kan zowel handmatig alsook automatisch door middel van een nauwkeurige schroefdraadstang worden voortbewogen, afhankelijk van de grootte van de draaibank kan dit trapeziumdraad of zaagtanddraad zijn, beide geschikt voor het opnemen van zware axiale belastingen op deze as. Hierbij moet er op gelet worden dat bij het gebruik van automatische voeding men de slede niet heeft vastgezet met de blokkeerschroeven, dit kan zware schade veroorzaken aan het bed.
Dwarsslede en beitelhouder
De dwarsslede is de tweede van een combinatie van drie sleden, haaks ten opzichte van elkaar opgesteld. Ook deze kan meestal met automatische voeding worden bewogen. Hierop staat dan nog een beitelslede waarop een beitelhouder geplaatst is waarin men, afhankelijk van het model, één of meerdere beitels kan plaatsen. Hoe deze beitels worden vastgehouden in de beitelhouder verschilt, het belangrijkste is dat de beitelpunt op centerhoogte staat in verband met snijkrachten en afwerking van het stuk.
Er zijn verschillende soorten beitelhouders die het mogelijk maken snel beitels te wisselen voor verschillende toepassingen. Een voorbeeld is meerdere beitels in een houder. Deze systemen zijn in hoogte verstelbaar waardoor centerhoogte gehaald kan worden.
Deze week de Sonoff 10a WIFI modules ontvangen welke ik een week geleden via BangGood had besteld, ik wist al dat ik ze zou gaan flashen naar ESPeasy, maar toch heel even de originele software met bijbehorende app bekeken.
Daar was ik snel mee klaar, je moet je op een of andere site via de app registreren en je weet niet wie je gegevens en het gebruik van de app kan zien of waar en hoe het is opgeslagen.
Privacy en bruikbaarheid op deze manier is niet wat we zoeken, dus snel verder.
Deze software en manier van gebruiken is dus niet wat ik wil, en jij ook niet anders was je niet hier.
Ben je hier omdat het flashen op een andere manier niet werkte of niet naar je zin is, of je hebt de headers zelf al gesoldeerd, ga dan gelijk naar hoofdstuk 2. Lees verder → Bericht ID 47176
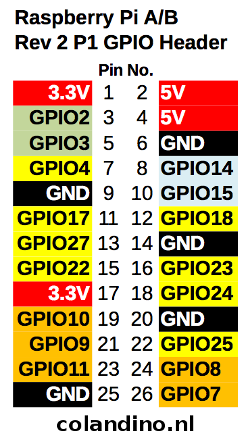
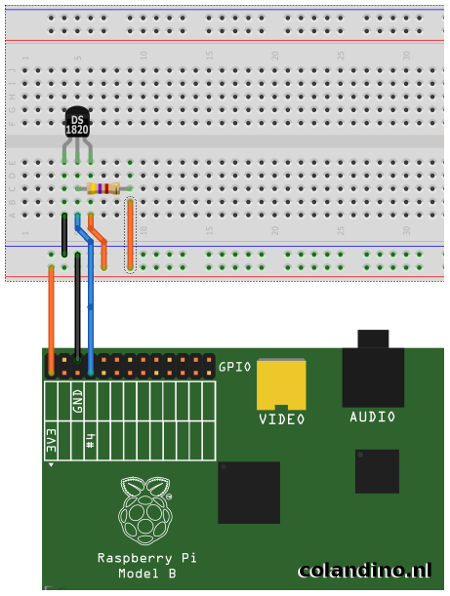
Voor het meten van de watertemperaturen op de in en uitgaande leidingen van de stadsverwarming heb ik gekozen voor de digitale 1-wire sensor type DS18B20 gekozen. Ze zijn goedkoop en ze gebruiken samen maar 1 pin op de Raspberry omdat ze via een busprotocol communiceren, je kan er dus meerdere aan een draad knopen 🙂
Deze configuratie eerst uitgeprobeerd op een breadboard en toen alles werkte alles gesoldeerd, en ingepakt met krimpkousjes. Ik heb de weerstand van 4,7k in de kabel verwerkt, dus een weerstand voor alle sensoren, en deze ook netjes beschermd met krimpkous.
Voor 2 sensoren heb door middel van female breadboard kabeltjes een soort van stekkertjes gemaakt, ik had niets anders en heb dit al vaker met succes gedaan wat al jaren probleemloos draait. (zie foto’s onderaan)
DS18B20 Temperatuur Sensor Raspberry Pi op breadboard
Nu het aansluiten op de Raspberry Pi, deze staat nog an ga ik vanuit, dus deze sluiten we eerst netjes af, dit kan vanuit Domoticz of vanuit een terminal bijvoorbeeld Putty, inloggen met pi en als wachtwoord raspberry, dan afsluiten met het commando # sudo shutdown now Lees verder → Bericht ID 47176
De American Wire Gauge (AWG) is een Amerikaanse norm die niet tot de internationale normen behoort, waarin de doorsnede van een metalen draad door middel van een beperkt aantal cijfercodes wordt aangegeven.
De AWG-code wordt in sommige Amerikaans georiënteerde landen gebruikt, met name in de elektrotechniek om de dikte van elektrische geleiders en de toebehoren daarvan, zoals adereindhulzen, kabelschoenen en -klemmen, aan te duiden en bijvoorbeeld in de bodypiercingtechniek om de dikte van de piercings aan te geven. De AWG-waarde wordt hoger naarmate de draad dunner is en kan door middel van tabellen of formules worden omgezet naar metrische waarden.
Oorsprong:
De American wire gauge (AWG) standaard werd in 1857 in Noord Amerika in gebruik genomen. In Nederland wordt een AWG-maat uitgesproken door een nummer gevolgd door de letters AWG of andersom, bijvoorbeeld “13 AWG” of “AWG 13”.
Amerikanen duiden de maat aan met bijvoorbeeld: “13 Gauge” (De Engelse uitspraak van Gauge rijmt op Cage). Een dunnere draad krijgt een hoger AWG-nummer omdat dit te maken heeft met hoe een metaaldraad wordt gemaakt: het AWG-nummer correspondeert (ongeveer) met het aantal malen dat een draad door een vorm heen getrokken moet worden om een bepaalde diameter te bereiken.
Een draad van 0 AWG (1/0) is dus dikker dan 1 AWG. Om nog dikker draad aan te geven wordt 00 AWG (2/0), 000 AWG (3/0) en 0000 AWG (4/0) gebruikt. Lees verder → Bericht ID 47176
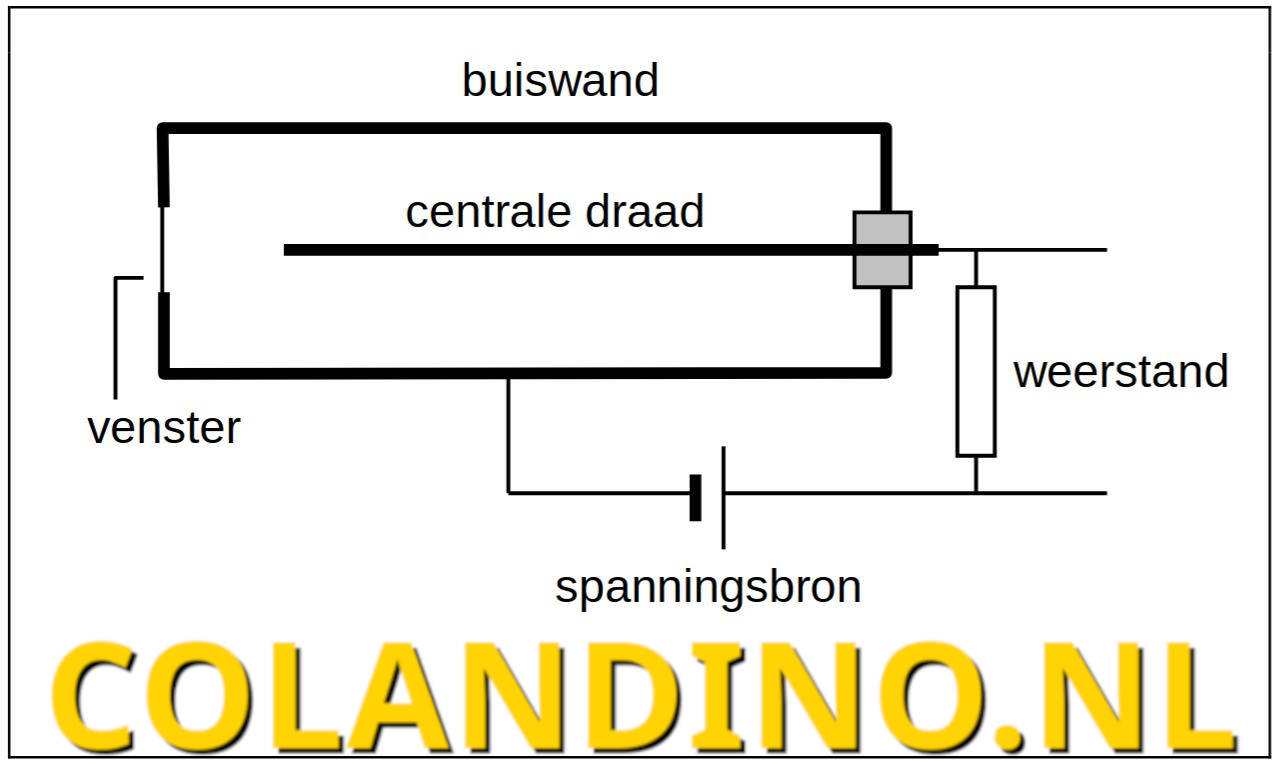
De Geiger-Müller telbuis (afgekort: GM-telbuis) meet het aantal invallende energierijke deeltjes: α- en β- deeltjes, maar ook röntgen- en γ-fotonen. Deze detector bestaat uit een metalen buis met een dunne wand, met op de as een metalen draad (zie figuur 1). Door de wand kan β-, röntgen- en γ-straling binnendringen. Voor α-straling is de buiswand te dik: invallende α-straling wordt volledig door de wand geabsorbeerd. Voor het detecteren van α-deeltjes is de buis daarom aan één kant afgesloten met een zeer dun (en dus kwetsbaar) venster van aluminium of mica. De buis is gevuld met een gasmengsel onder lage druk. Over de draad en de buiswand staat een gelijkspanning van zo’n 500 V.
Om de beste ervaringen te bieden, gebruiken wij technologieën zoals cookies om informatie over je apparaat op te slaan en/of te raadplegen. Door in te stemmen met deze technologieën kunnen wij gegevens zoals surfgedrag of unieke ID's op deze site verwerken. Als je geen toestemming geeft of uw toestemming intrekt, kan dit een nadelige invloed hebben op bepaalde functies en mogelijkheden.
Functioneel
Altijd actief
De technische opslag of toegang is strikt noodzakelijk voor het legitieme doel het gebruik mogelijk te maken van een specifieke dienst waarom de abonnee of gebruiker uitdrukkelijk heeft gevraagd, of met als enig doel de uitvoering van de transmissie van een communicatie over een elektronisch communicatienetwerk.
Voorkeuren
De technische opslag of toegang is noodzakelijk voor het legitieme doel voorkeuren op te slaan die niet door de abonnee of gebruiker zijn aangevraagd.
Statistieken
De technische opslag of toegang die uitsluitend voor statistische doeleinden wordt gebruikt.De technische opslag of toegang die uitsluitend wordt gebruikt voor anonieme statistische doeleinden. Zonder dagvaarding, vrijwillige naleving door je Internet Service Provider, of aanvullende gegevens van een derde partij, kan informatie die alleen voor dit doel wordt opgeslagen of opgehaald gewoonlijk niet worden gebruikt om je te identificeren.
Marketing
De technische opslag of toegang is nodig om gebruikersprofielen op te stellen voor het verzenden van reclame, of om de gebruiker op een site of over verschillende sites te volgen voor soortgelijke marketingdoeleinden.