Referentie voor lage stroomsterkte in MicroVolts

Hallo allemaal, dit is een gaaf project om te hebben en te bouwen. Ik hoop dat jullie het leuk vinden. Het is een geweldig hulpmiddel om de nauwkeurigheid van je apparatuur te controleren, met name multimeters.
Het is niet mijn ontwerp, maar van een oude techneut Scullcom die ik op youtube volg. Het is al jaren geleden, maar ik heb die man niet meer gezien, (Laatste posting was rond 2017/2018). Ik heb het wel aangepast naar mijn eigen smaak.
Het is een super simpel project, en het fijne van deze chip is dat deze werkt van 2,5 Volt tot wel 40 Volt, dus dat maakt de keuze van voeding wel lekker ruim als je nog wat gebruikte accu’s hebt liggen. Maar gewoon een 9 Volt blokbatterij is ook prima, die gaat jaren mee.
Dit ook omdat de connectoren werken als schakelaar, dus geen multimeter aangesloten loopt er geen stroom.
De referenties zijn:
- 100 MicroVolt
- 200 MicroVolt
- 300 MicroVolt
- 400 MicroVolt
*** Dit is het origineel ***
Hoe werkt het?
Het hart van dit circuit is de REF200-geïntegreerde schakeling van Texas Instruments. Deze IC combineert drie circuitbouwstenen op één chip: twee stroombronnen van 100 µA en een stroomspiegel. Dit maakt hem ideaal en zeer eenvoudig te gebruiken in ons project, omdat we een enkele stroombron kunnen gebruiken en 100 µA aan de uitgang krijgen, we de twee stroombronnen parallel kunnen schakelen voor een uitgang van 200 µA, we een stroombron van 100 µA door de stroomspiegel kunnen leiden voor 200 µA en dit kunnen optellen bij de eerste 100 µA voor een totale uitgang van 300 µA, of we de twee stroombronnen van 200 µA parallel kunnen schakelen, dit door de stroomspiegel kunnen leiden voor nog eens 200 µA, wat samen met de eerste 200 µA een uitgang van 400 µA oplevert.
Ik vind het vervelend om steeds batterijen in mijn labapparatuur te moeten vervangen, dus als we naar de datasheet van de REF200 kijken, zien we dat deze werkt met een spanning van 2,5 tot 40V. Dat is een behoorlijk breed spanningsbereik, waardoor hij compatibel is met één oplaadbare lithiumcel.
Het idee is om een 18650-cel te gebruiken die ik uit een kapotte laptopbatterij heb gehaald, omdat die gratis is en een capaciteit van meer dan 2000 mAh heeft. Dat is genoeg voor de stroombron voor jaren. Mocht de batterij toch leeg raken, dan voeg ik er ook een kleine lithiumcel-oplader met beveiligingscircuit aan toe. Als je geen van deze gerecyclede cellen hebt, kun je natuurlijk ook gewoon een nieuwe batterij kopen.
Behuizing en bedrading
De eerste stap was het aansluiten van alles volgens het schema. Ik begin met het solderen van de REF200 IC op de kleine adapterprintplaat. Vervolgens maak ik de benodigde verbindingen op de draaischakelaar. Ik soldeer ook wat draden aan de accupolen. Hierbij is het belangrijk om oververhitting van de accu te voorkomen, dus ik soldeer altijd snel.
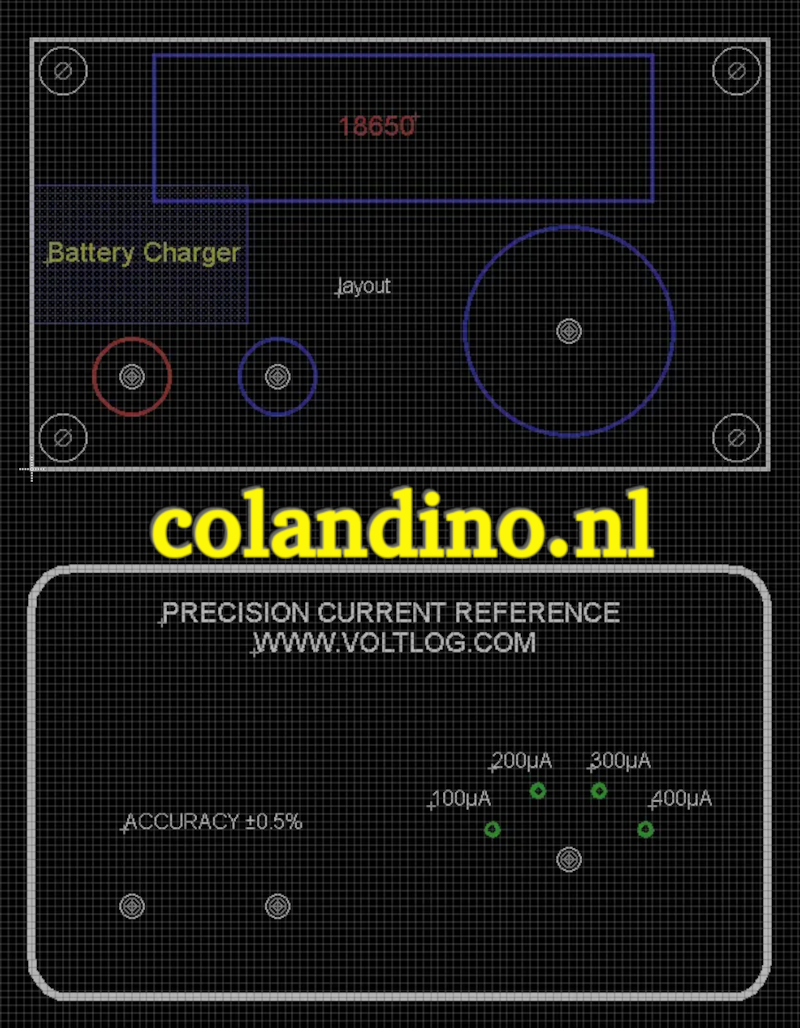
Ik heb EagleCAD gebruikt om een frontpaneel voor deze behuizing te tekenen, zodat ik de boorgaten kan markeren en kan controleren of alles past.
Daarna heb ik de behuizing afgewerkt, de benodigde gaten geboord en de randen netjes afgewerkt. Toen de behuizing klaar was, ben ik begonnen met het monteren van alle onderdelen. Ik heb dubbelzijdig plakband gebruikt om de accu op zijn plaats te houden. Hetzelfde geldt voor de acculaadmodule; deze is vastgezet met dubbelzijdig plakband en er is een gleuf in de zijwand van de behuizing gemaakt voor een USB-C kabel om de accu op te laden. Tot slot heb ik de laatste verbindingen met de uitgangsaansluitingen gemaakt en nu is alles klaar voor de eerste test.
Testen
Het testen van de stroombron was heel eenvoudig: ik hoefde hem alleen maar aan te sluiten op een degelijke multimeter, in dit geval de OWON XDM 2041. Ik kreeg behoorlijk goede resultaten, met een meetfout van minder dan één microampère. Het was erg moeilijk om te bepalen of de meter zelf of de referentie niet goed werkte (vooral omdat ik geen recent gekalibreerde multimeter heb, de laatste kalibratie was de Fluke 77 IV in 2022), maar de REF200 heeft volgens de specificaties een nauwkeurigheid van plus of minus 0,5%.
BOM: (Onderdelenlijst)
- 1 stuk 3P4T 3-polige 4-standen draaischakelaar, enkelvoudige band.
- 1 stuk REF200U REF200 SOP8 stroombeheerchip – De datasheet downloaden
- DIP8 transferboard, DIP-pinboard pitch adapter, TSSOP8, SSOP8, SOP8
- 1 stuk projectbehuizing (90 x65 x36 mm)
- 2 Banaan vrouwelijk paneel inbouw connectors rood + zwart (of een kleur naar keuze)
- 9V batterij






Voor een versie met accu zijn dit de eventuele naar keuze benodigde onderdelen:
- Type-C/Micro/Mini USB 5V 1A 18650 TP4056 lithiumbatterijlader-module met bescherming, dubbele 1A Li-ion
- Type-C USB 3.1 vrouwelijke connector met bevestigingsplaat, 2-pins, 4-pins, 6-pins Type-C USB-aansluiting voor doe-het-zelf printplaten
- DIP8 transferboard, DIP-pinboard pitch adapter, TSSOP8, SSOP8, SOP8
- Dubbelzijdig PCB-prototype, universele printplaat voor doe-het-zelf- en elektronische projecten
- 3,7 V 2500 mAh oplaadbare polymeer-lithiumbatterij