Uitgloeien van metalen is om spanning in het metaal (non-ferro metalen) te voorkomen en om het metaal zacht en smeedbaar te maken. Dit noemen ze rekristallisatie van de metaal atomen. Het bizarre is dat deze behandeling precies andersom werkt bij staalsoorten (ferro-metalen), staal wordt juist harder als men het snel afkoelt in water of olie.
Het uitgloeien is alleen nodig als het edelmetaal (zilver-goud) te hard wordt na het buigen/smeden en walsen. Er treedt namelijk spanning op tussen de atomen en het metaal kan gaan scheuren, daarom moet het edelmetaal tussen door uitgegloeid worden als men vaker buigt, smeed of walst.
Tijdens het verwarmen van het metaal kleurt deze donkerder, dit zijn oxides die ontstaan als men het metaal verhit. Deze oxides gaan er weer af als men het metaal in een zuurbad legt of d.m.v. schuren en polijsten.
 Werkwijze van uitgloeien: Verhit het metaal tot het rood gloeiend (kersrood bij goud, koper, alpaca) wordt en koel het meteen af in water.
Werkwijze van uitgloeien: Verhit het metaal tot het rood gloeiend (kersrood bij goud, koper, alpaca) wordt en koel het meteen af in water.
Zilver moet uitgegloeid worden tot het licht rosé kleurt, als men zilver te lang uitgloeit ontstaan er te veel diepte oxides in het metaal die moeilijk verwijderbaar zijn. Het beste is dit te zien in het donker, dus gebruik niet te veel licht tijdens het uitgloeien.
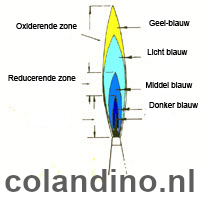
Let erop dat men tijdens het uitgloeien de vlam op een goede afstand houdt (heetste punt van de vlam raakt het werkstuk).
Het heetste punt (reducerende zone) van de vlam is daar waar deze over gaat in een fel blauw gekleurde vlam, zie tekening.
Het solderen van metalen
Er bestaan twee manieren van solderen, zachtsolderen en hardsolderen. Bij zachtsolderen gebruikt men tin als soldeer. Bij hardsolderen gebruikt men zilversoldeer of bij goud, goudsoldeer. Het soldeer wordt eerder vloeibaar dan het moedermetaal en loopt in de naad tussen de twee verbindende delen. Het vloeibare soldeer zuigt zich als het ware in de naad, dit noemt men de capillaire werking van het soldeer.
Hardsolderen is iets anders dan Lassen, bij lassen worden de delen aan elkaar gesmolten zonder gebruik te maken van een bindmiddel (soldeer), wel wordt er vaak toevoegmateriaal gebruikt om de naad sterker te maken, maar dit heeft vaak dezelfde samenstelling dan het gelaste metaal.
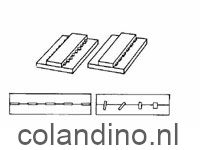
Voordat men het werkstuk gaat solderen is het raadzaam om een proefstukje te maken, je kunt hiervoor wat rest materiaal gebruiken en zo verschillende verbindingen oefenen zie voorbeelden.

Om te solderen heeft men nodig:
Gasbrander, de brander waarmee gesoldeerd wordt. Hoe kleiner het werkstuk (massa) des te kleiner de vlam. Veel massa heeft veel hitte nodig en dus een grotere vlam.
Soldeer, kleine stukjes worden af geknipt, probeer deze tegen te houden met de vingers ,anders springen ze weg. Deze kleine stukjes soldeer worden ook “pioentjes” genoemd. Zie tekening. Er bestaat ook draadsoldeer (voor grote werkstukken) en soldeer poeder.
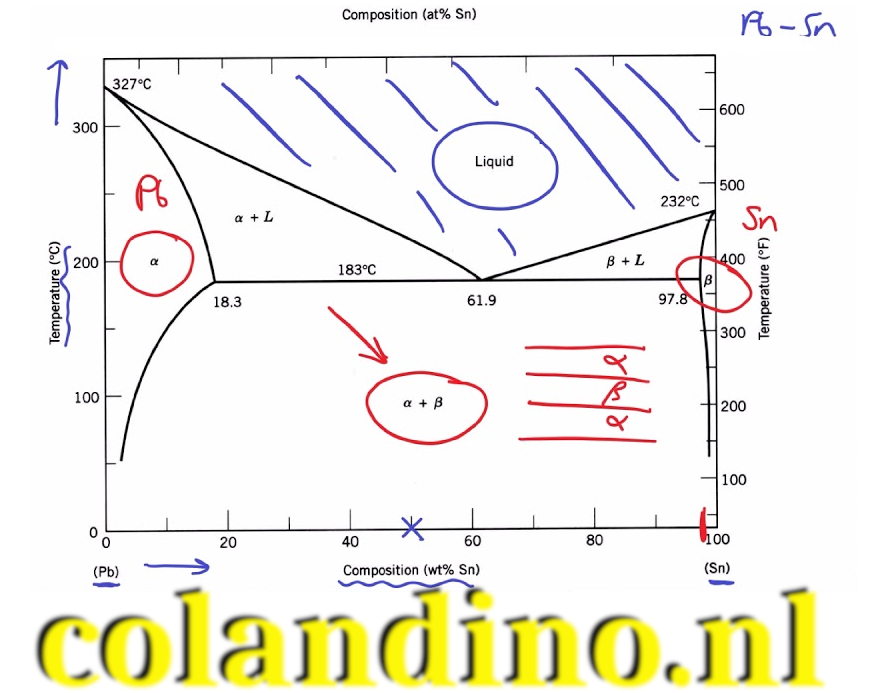
Er zijn verschillende soorten soldeer verkrijgbaar in de handel, namelijk hard (700ºC), middel (680ºC) en zacht (660 ºC) soldeer (genummerd L1, L2 en L3). Ook bestaat er extra hard soldeer (750 ºC) maar deze wordt vaak gebruikt om grote voorwerpen van messing en koper te solderen.
Als men een sieraad of object opbouwt is het handig om met hard soldeer te beginnen en te eindigen met zacht soldeer, zodat de volgende soldeer verbinding van een werkstuk niet uit elkaar valt. Vandaar dat het makkelijk is om het soldeer te nummeren (1,2,3) zodat men altijd weet welk soldeer men gebruikt.


Vloeimiddel, er zijn verschillende vloeimiddelen verkrijgbaar, het meest gebruikte vloeimiddel is borax. Dit zorgt ervoor dat het metaal niet oxideert zodat het soldeer beter vloeit. Ook lost het oxides op die al reeds op het metaal aanwezig zijn.
Vitriool, is een zuurbadje gemaakt van 10% zwavelzuur en water. (is verkrijgbaar in poedervorm = vitrex) Het zorgt ervoor dat na verhitting de oxides en de borax aan het oppervlak van het metaal worden opgelost waardoor het metaal weer schoon wordt.
In het zuur mag absoluut geen ijzer in komen, dus geen stalen pincet maar een messing of koper pincet gebruiken.
Soldeer gereedschap
- Stalen pincet, te gebruiken om pioentjes (kleine stukjes soldeer) of andere kleine dingen op te pakken (niet gebruiken in het zuurbadje).
- Koperen pincet, alleen gebruiken voor het werkstuk in en uit het zuur te halen.
- Kruispincet, te gebruiken om onderdelen van een werkstuk vast te klemmen tijdens het solderen, let er wel op dat deze op een goede manier ingeklemd wordt, zodat het werkstuk niet vervormt tijdens verhitten.
- Derde handje, is een voetstuk waar het kruispincet in vast gezet kan worden.
- Soldeerstrijker, gebruikt men om verschoven pioentje tijdens het solderen op zijn plaats te schuiven en om het soldeer een zetje te geven als het niet wil vloeien.
- Soldeergaas, stukje ijzer gaas als ondergrond om tijdens het solderen te voorkomen dat warmte afvloeit naar de soldeer steen en om te zorgen dat de vlam beter over het gehele werkstuk verspreid wordt.
- Soldeersteen, dit kan houtskool zijn of chamottesteen in ieder geval een vuurvaste steen.
- Binddraad, naaldjes, krapoenen, deze hulpstukjes kan men gebruiken om de onderdelen van het werkstuk vast te zetten tijdens het solderen, deze moeten wel van ijzer zijn.
Voorbeelden van hoe men een werkstuk kan vast zetten tijdens het solderen.



Algemene werkwijze solderen
Tijdens het solderen van zilver moet men er op letten dat het werkstuk overal goed verwarmt wordt, zodat deze gelijktijdig de werktemperatuur van het soldeer bereikt. Zilver is een hoge warmtegeleider net als koper.
Des te groter de massa (het te soldeerde materiaal) des te langer het duurt voordat het op gewenste temperatuur komt, er kan dan beter met een grotere vlam gesoldeerd worden.
Een onderdeel dat minder massa heeft zal sneller op temperatuur zijn en door onoplettendheid kan het smelten, beter is met een kleine vlam solderen.
Bij het solderen van goud hoeft men geen rekening te houden met het gelijkmatig verwarmen van het werkstuk, omdat goud niet zo snel warmte geleid als zilver of koper kan het dus makkelijk plaatselijk gesoldeerd worden.
Voorbeeld: een dun stukje draad wil men vast solderen op een groot stuk plaatmateriaal, de draad zal dan eerder warm worden dan de grote plaat metaal en zal dus eerder smelten.
Dit is moeilijk te solderen, zorg er dus voor dat de delen die men aan elkaar soldeert niet te veel verschillen in massa.
Nadat het metaal roodgloeiend wordt (afhankelijk van de smelttemperatuur van het metaal) en het soldeer gesmolten is moet men deze niet te lang blijven verwarmen anders vreet het soldeer in het metaal en krijgt men dit later niet meer weggewerkt. Zodra het soldeer is gesmolten en tussen de naad is gevloeid, meteen stoppen.
Het opbouwen van een werkstuk is van grootst belang voor de kwaliteit van het sieraad.
Denk goed na in welke volgorde je de delen aan elkaar soldeert, het beste is om te beginnen met de delen die de grootste massa hebben en zo verder opbouwen naar kleinere delen. Voor men begint kan men dit even bespreken met de leraar.
Volgorde van solderen
Om te beginnen moet men ervoor zorgen dat de delen die aan elkaar worden gesoldeerd, goed vlak tegen elkaar aan zitten en goed aansluiten (niet te grote naad), schoon zijn, d.w.z. niet vettig en zonder oxides.
Zorg er voor dat men tijdens het solderen het soldeer gereedschap bij de hand heeft!
Leg de onderdelen die men wil solderen op de steen en smeer ze in met borax, zet deze vast zodat ze niet gaan bewegen tijdens het solderen, verhit het werkstuk tot dat de borax uitgebruist is en vloeibaar wordt.
Knip kleine pioentjes af van het soldeer, let erop dat je met hard soldeer begint en eindigt met zacht soldeer, strijk er een beetje borax op en leg deze bij de naad die gesoldeerd moet worden. Een andere manier is om de soldeerstrijker te gebruiken, men smelt van het soldeer een bolletje en plakt hem aan de soldeerstrijker.
Opnieuw verwarmen van het werkstuk zoals beschreven bij algemene werkwijze tot het soldeer gesmolten is en tussen de naad vloeit. KIJK GOED WAT HET SOLDEER DOET! Je ziet het soldeer langs de naad glimmen, het soldeer vloeit, daarna moet men stoppen, anders gaat het werkstuk smelten. Let wel goed op dat het soldeer overal is door gevloeid en dat de hele naad gevult is met soldeer.
Het soldeer zal altijd naar het heetste punt vloeien van het werkstuk! Beide te solderen delen moeten dus op dezelfde temperatuur komen, doet men dit niet dan zal het soldeer zich alleen maar aan 1 deel hechten en zit het niet vast! Vaak vloeit het de andere kant op omdat dat gedeelte het heetste is!
Als men klaar is met solderen kan men het werkstuk afkoelen in water en in het vitriool leggen om schoon te worden voor de volgende soldering.
Afzuiging soldeerdamp
Wie tijdens het solderen zijn gezondheid wil beschermen of wie als werkgever verantwoordelijk is voor het gezond houden van zijn medewerkers, moet de soldeerdamp meteen bij de werkplek voor solderen afzuigen. Afhankelijk van de vereisten zijn hiervoor bij reichelt elektronik de meest uiteenlopende oplossingen verkrijgbaar.