Deze DRO-adapter is gebaseerd op de nieuwe 32-bit ESP32-module en maakt gebruik van de tweede generatie universele TouchDRO-firmware die gegevens kan decoderen van kwadratuur-encoders, iGaging 21-bits schalen, iGaging absolute schalen en Shahe BIN6-schalen. In feite is de firmware functioneel identiek aan de versie die wordt geleverd op de voorgemonteerde iGaging- en Shahe-schaaladapters.
Het circuit is identiek aan dat van de TouchDRO DIY Kit en is geoptimaliseerd voor 5V- en 3,3V-weegschalen. Dit omvat glazen/magnetische DRO-uitleesschalen, iGaging EZ-View DRO, iGaging DigiMag DRO, iGaging Absolute DRO lineaire uitleesschalen en Shahe Liner Remote DRO-uitleesschalen. Dit ontwerp is gekozen vanwege de goede balans tussen doe-het-zelfvriendelijk zijn en goede geluids- en storingsbestendigheid.
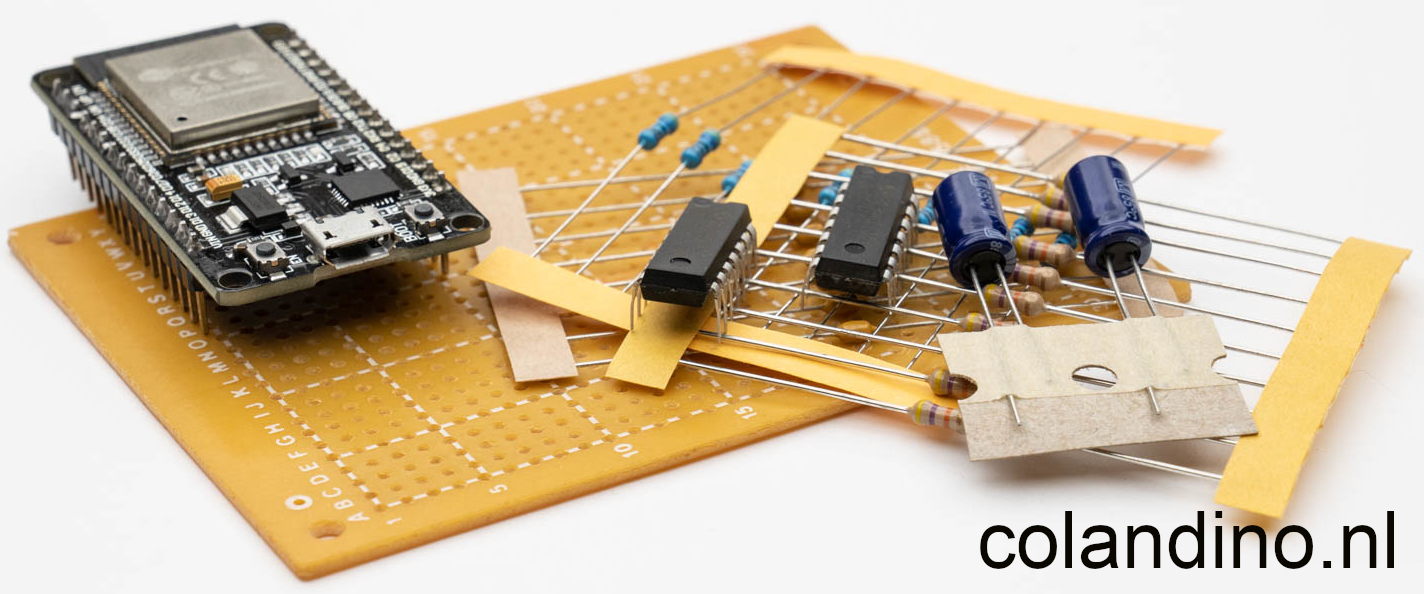
Het bundelen van deze schakeling op een prototypebord is nogal een uitdaging vanwege het aantal vereiste point-to-point-verbindingen. Daarom gaan we ervan uit dat iedereen die deze constructie uitvoert, al een goed begrip van elektronica en goede soldeervaardigheden heeft. Er zijn dan ook geen gedetailleerde montage-instructies, omdat er van wordt uitgegaan dat je het meegeleverde schakelschema kunt lezen en volgen.
Circuitoverzicht
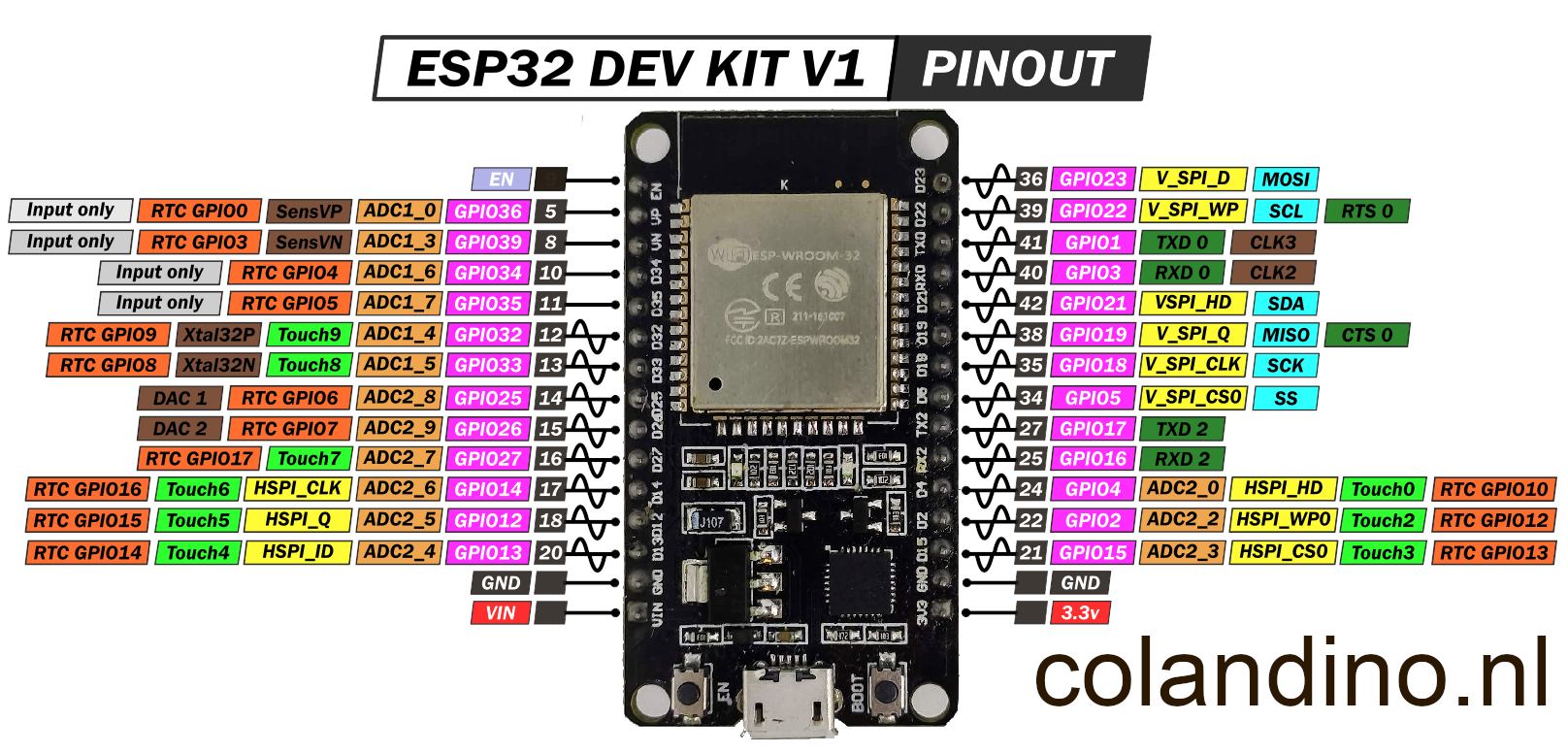
De kern van deze adapter wordt gevormd door het ESP32 DevKit V1-ontwikkelbord. Het is een op zichzelf staand circuit dat de ESP32 WROOM-module, USB-naar-seriële interface, spanningsregelaar en status-LED’s omvat. ESP32 WROOM heeft twee krachtige processors, hardware-kwadratuurdecoders, hardware-toerenteller en ingebouwde BlueTooth-transceiver. Bovendien is het erg goedkoop en gemakkelijk verkrijgbaar in de meeste delen van de wereld.
Als gevolg hiervan is het een geweldig platform voor een doe-het-zelf-DRO. Het heeft één opmerkelijk nadeel: het is niet ontworpen om rechtstreeks met de buitenwereld te communiceren, dus de invoerpinnen hebben geen ingebouwde Schmitt-triggers, enz.. Als gevolg hiervan kunnen we de uitleesschaal niet rechtstreeks aansluiten en in plaats daarvan, moeten een geschikt ingangsconditioneringscircuit bouwen.
ESP32 Devkit V1 Pinout – colandino.nl
Het circuit voor deze doe-het-zelf-adapter maakt gebruik van twee 74HC14 hex inverterende Schmitt-triggers om een robuuste en ruisbestendige conditionering van het ingangssignaal te bieden. In wezen heeft elke schaalingangslijn een serieweerstand van 4,7 KOhm en een NOT-poort met een Schmitt-trigger. De lijn wordt door een weerstand van 47 KOhm omhoog getrokken naar de schaal Vcc.
De serieweerstand is nodig om het IC tegen overspanning te beschermen. Omdat de 74HC14 wordt gevoed door een voeding van 3,3 V (dus het hoge uitgangssignaal is 3,3 V), ligt de ingang op de schaal van 5 V buiten de aanbevolen hoge ingangsspanning. Om het IC tegen schade te beschermen, voegen we een weerstand van 4,7 K toe, die de stroom beperkt tot een niveau dat veilig kan worden verwerkt door de interne diodes van de chip. Lees verder → Bericht ID 5295
Deze tabel is een poging om u te helpen bij het selecteren van de juiste schroefdraadfitting voor uw draaibank wanneer u een klauwplaat of backingplate kiest.Houd er rekening mee dat u alle beschikbare documentatie MOET controleren die bij uw draaibank is geleverd en de nodige metingen MOET uitvoeren voordat u een bepaalde maat past.In de meeste gevallen kan ruilen eenvoudigweg plaatsvinden door de montagebus van de spankop terug te sturen, waardoor buitensporige transportkosten worden vermeden, maar dit is niet altijd het geval.Test altijd de bus op de bok voordat u deze op de draaibank monteert.Bussen kunnen moeilijk te verwijderen zijn als ze eenmaal stevig vastzitten, en beschadigde bussen kunnen niet worden vervangen.Als u het niet zeker weet, stuur dan eerst een e-mail, dan proberen wij u te adviseren.Houd er ook rekening mee dat bepaalde draaibanken op verschillende markten met verschillende montagedraden zijn uitgerust, terwijl andere tijdens de levensduur van de draaibank zijn veranderd.
De ROOD gemarkeerde maten worden als niet-standaard beschouwd en het kan lastig zijn om bepaalde soorten/merken uitrusting geschikt te maken:
Imperial (inch) Headstock Threads
Thread
Ref.
Lathes Using This Thread (but CHECK yours: threads may vary in different markets!!)
3/4″ x 16 tpi
T01
All Record, all Coronet (except red Major); Sears Roebuck Craftsman; Klein; Carbatec; APTC KWL37; Nu-Tool NWL37; Naerok 12073; Clarke CWL12C; Draper WTL12A & WTL100; Rexon WL6V; Sealey SM42
3/4″ x 10 tpi
T10
James Inns Sherwood range; Rockwell Homecraft; Naerok WL1000; Sealey.
7/8″ x 16 tpi
T08
Coronet Major (Maroon)
1″ x 12 tpi
T03
Myford ML8; Turnstyler
1″ x 12 tpi
T03HD
APTC H1000
1″ x 10 tpi
T12
Harrison Jubilee; Arundel E5; Durden
1″ x 8 tpi
T04M
APTC M900, M950, M1000, M330, M600 & Perform CCL and CCBL; Wivamac (DB800, DB801, DB1000, DB1200, ADB950 – all models, US option); Sorby (some markets), Delta
1.1/8″ 12 tpi
T20
Myford ML7
1.1/8″ 12 tpi
T20M
Myford Maestro (with lock screws)
1.1/4″ x 8 tpi
T23
Woodfast M Series (US models);VicMarc VL series (US models); Nova 3000 (US models); General 260
Top On Sale Product Recommendations! Grooving Tool Holder MGEHR1010 MGEHR1212 MGEHR1616 MGEHR2020 MGEHR2525 MGEHR3232 External slotting Turning MGEHR/MGEHL for MGMN Price Now: EUR 4.99 🔗Click & Buy: https://s.click.aliexpress.com/e/_omKFHKx
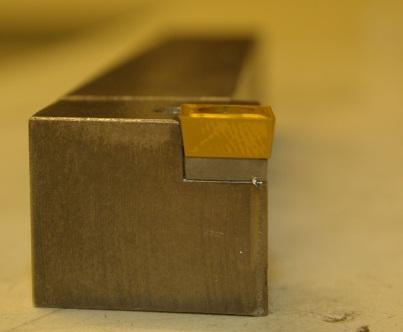
Draaibeitels zijn onmisbaar voor wie regelmatig draaiwerkzaamheden uitvoert. Of het nu gaat om het draaien van hout, metaal of kunststof, met de juiste draaibeitels krijgt u het gewenste resultaat.
Functie draaibeitels
Draaibeitels hebben als functie om materiaal weg te nemen bij het draaien van een werkstuk op een draaibank. Dit gebeurt door het snijvlak van de beitel in contact te brengen met het werkstuk en dit in een draaiende beweging te laten gebeuren. Hierdoor ontstaan er spanen die worden afgevoerd, terwijl het oppervlak van het werkstuk geleidelijk aan de gewenste vorm aanneemt. Naast het wegnemen van materiaal, kunnen draaibeitels ook worden gebruikt om details en versieringen aan te brengen op het werkstuk. Hierbij wordt de beitel niet rechtstreeks in contact gebracht met het werkstuk, maar wordt er meer schraaptechniek gebruikt. Dit vergt meer ervaring en precisie, maar kan zorgen voor prachtige en unieke details op het eindresultaat.
Voordelen draaibeitels
Draaibeitels bieden verschillende voordelen voor wie regelmatig draaiwerkzaamheden uitvoert. Ten eerste stellen deze beitels u in staat om nauwkeurige en gladde bewerkingen uit te voeren, waardoor u een professioneel resultaat behaalt. Daarnaast zijn beitels geschikt voor het bewerken van verschillende materialen, waaronder hout, metaal en kunststof. Dit maakt ze geschikt voor diverse toepassingen, van het draaien van meubelstukken tot het maken van precisieonderdelen.
Tot slot zijn ze ook duurzaam en gaan ze lang mee bij goed onderhoud. Door ze regelmatig te slijpen en schoon te maken, blijven ze scherp en behouden ze hun kwaliteit. Dit maakt deze beitels een investering die zich op de lange termijn terugbetaalt.
Draaibeitels soorten
Er zijn verschillende soorten draaibeitels verkrijgbaar, elk met hun eigen specifieke eigenschappen en toepassingen. Zo zijn er beitels met verschillende snijgeometrieën, zoals de V-vormige, de ronde of de rechthoekige draaibeitel. Ook zijn er soorten met verschillende hardheid en materiaalkeuze, zoals HSS, hardmetaal of keramiek. Daarnaast zijn er beitels met verschillende schachtmaten en -vormen, waardoor ze geschikt zijn voor verschillende draaibanken en toepassingen.
Draaibeitels metaal
Draaibeitels voor metaal hebben meestal een V-vormig snijvlak en zijn gemaakt van hard en slijtvast materiaal zoals hardmetaal of HSS-staal. Hierdoor zijn ze geschikt voor het bewerken van harde materialen zoals staal, gietijzer en aluminium. Het is belangrijk om de juiste snijgeometrie te kiezen voor de specifieke bewerking, zoals het afnemen van ruwe materiaal of het maken van schroefdraad. Het gebruik van de juiste draaibeitels voor metaal kan zorgen voor een gladde afwerking en nauwkeurige resultaten bij het bewerken van metaal op een draaibank.
Draaibeitel set
Het gebruiken van een draaibeitel set kan handig zijn voor wie regelmatig werkt met een draaibank en verschillende materialen en bewerkingen uitvoert. Een goede draaibeitel set bevat meerdere varianten met verschillende snijgeometrieën en afmetingen, waardoor u altijd de juiste beitel bij de hand heeft voor de gewenste bewerking. Daarnaast zijn sets voordeliger dan het los kopen van verschillende beitels. Het gebruik van een set kan de efficiëntie en nauwkeurigheid van het werk verbeteren en zorgen voor een gladde afwerking van het eindresultaat. Het is wel belangrijk om de juiste draaibeitel te kiezen voor het specifieke materiaal en de gewenste bewerking, om zo het beste resultaat te behalen.
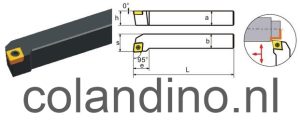
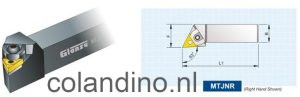
BinnendraadsnijbeitelAfsteekbeitelAfsteekbeitel (type 81)HaakbeitelBlindboorbeitel (type 74)Blindboorbeitel (type AB)Boorbeitel blindGebogen ruwbeitelGebogen ruwbeitel (type 72)Houder voor opschroefbare AD kopMesbeitelVerende draadsnijbeitel (type VD)
60° binnendraadbeitel {type AB}Binnensteekbeitel (type AB)Insteekbeitel (type RA)HSS 60°binnendraadbeitelHSS draai- en binnenboor-beitelsetHSS binnen- en buitendraad beitelsetMesbeitel PCLNRKopieerbeitel PDJNRRadiusbeitel 20XRHSS BinnensteekbeitelHSS DoorboorbeitelHSS BlindboorbeitelRuwbeitel PSSNR 45° (voor wisselplaat SNMA, SNMG of SNMM)Mesbeitel SCLCR (wisselplaat CCMT of CCGX)MINI buitendraad beitelhouder (wisselplaat type 11ER of 16ER)MINI binnendraad beitelhouder (wisselplaat type 11IR of 16IR)Blinde binnenboorbeitel 95° SCLCR 06Draadsnijbeitel, buiten AL 2020-16Draadsnijbeitel binnen AVR 20-16Ruwbeitel 45° PSSNR (voor wisselplaat SNMG09 – 8 snijkanten)Ruwbeitel 75° PSBNR (voor wisselplaat SNMG09 – 8 snijkanten)Draaibeitel (type MTJNR (rechts)/MTJNL (links) – (wisselplaat is van het type TNMG 1604)Mesbeitel 90° PWGNR – (wisselplaat trigon WNMG06)Doorboorbeitel 75° PSKNR – Afhoeken kan worden gedaan met 15° – (voor wisselplaten SNMG09)Blindboorbeitel 93° PWUNR – (voor wisselplaat WNMG06)Draaibeitel met G-klemming type GCLNR (rechts) / GCLNL (links) – (voor CNMG 120408 Wisselplaten)Binnenboorbeitel 95° met koelkanaal – (voor wisselplaat type CNMG 1204)
Een metaaldraaibank is een machine waarmee metalen of kunststoffen werkstukken worden gedraaid/gemaakt. De draaibank bestaat uit een gietijzeren gestel of geraamte. Door een elektromotor wordt via een v-snaar de klauwplaat, welke op de hoofdas wordt bevestigd, aangedreven.
De draaibank bestaat verder uit een support waarin de beitels voor het draaiwerk worden vastgezet. Dit beitelsupport kan zowel handmatig als automatisch over een zwaluwstaartbed worden voortbewogen. Aan het andere uiteinde van de draaibank zit de “losse kop” waarin een vast of meedraaiend center kan worden geplaatst. Ook een boorkop of een boor met grotere diameter kunnen hier worden vastgeklemd.
Op een metaaldraaibank kan behalve in- en uitwendig draaiwerk ook schroefdraad gesneden worden. Door verschillende tandwielverhoudingen te gebruiken kunnen diverse soorten schroefdraad worden gesneden. De meest voorkomende schroefdraad hier op het Europese vasteland is de Metrische draad. Er is ook Engelse (schroef)draad, Whitworth <WW> genoemd, waarvan de spoed (hier het aantal gangen per inch) en de tophoek de voornaamste verschilpunten tussen de WW en de Metrische schroefdraad zijn.
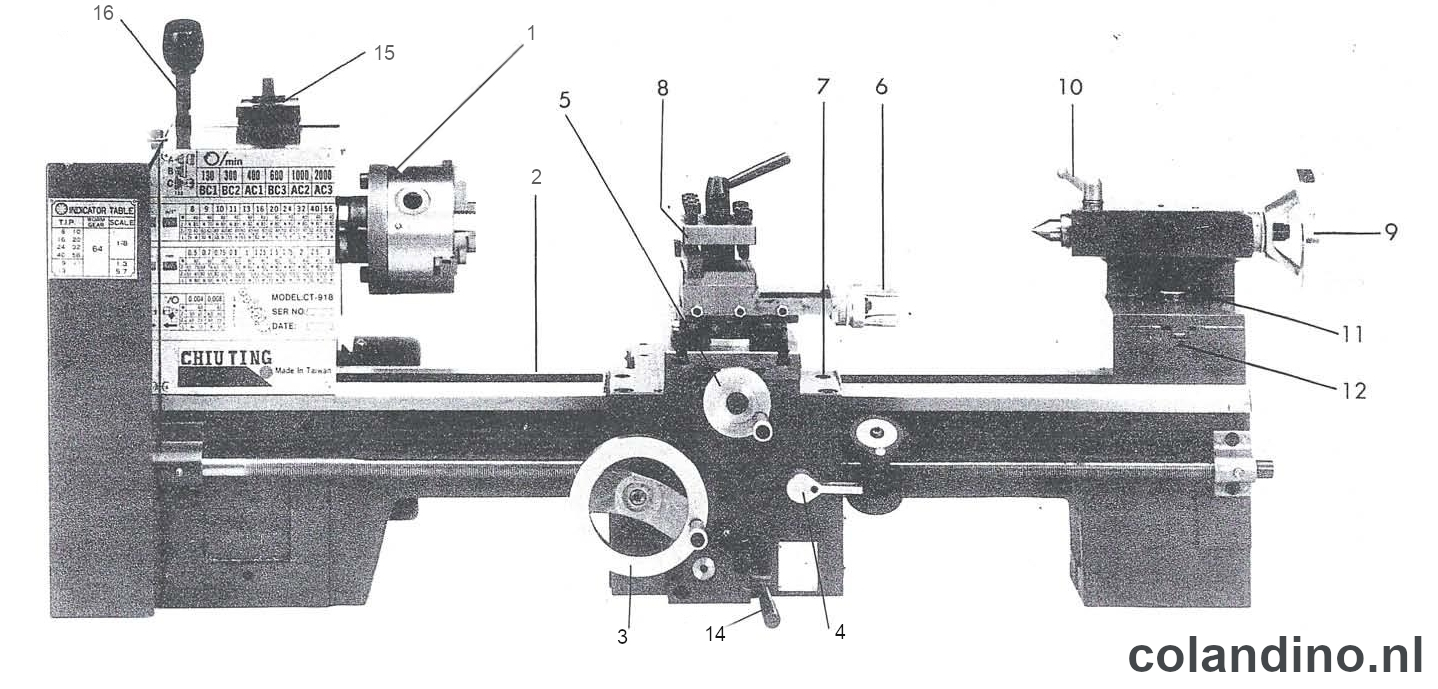
De onderdelen van een draaibank
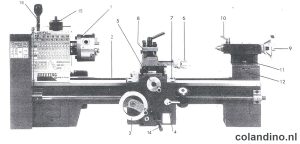
Technische fische onderdelen draaibank
Technische fische onderdelen Chiu – Ting CT-918 AM draaibank
1 – Klauwplaat
5 –
9 –
13 –
2 – Bed
6 –
10 –
14 – Automatische voeding
3 –
7 –
11 –
15 – Aan/Uit schakelaar
4 –
8 –
12 –
16 – Spanhendel V-snaar M5xL710
De draaibank
De draaibank is een machine waarbij een werkstuk om zijn as tegen een snijgereedschap draait. Het snijgereedschap kan zich over twee assen langs het draaiende werkstuk bewegen waardoor er materiaal van het werkstuk wordt afgenomen.
Een draaibank bestaat uit:
De vast kop
Het werkstuk wordt in een opspangereedschap aan de vast kop van de draaibank opgespannen. Aan de vast kop kunnen diverse hulpgereedschappen voor het opspannen van het werkstuk worden bevestigd zoals een drie- of vierklauw, spantangen, meenemers en spancenters.
Het bed
Het bed is een geslepen gietstuk met twee geleidieprisma’s. Dit bed loopt zeer nauwkeurig evenwijdig met de centerlijn tussen de vaste en de losse kop van de draaibank. Dit geldt zowel voor de hoogte als voor de dwarsnauwkeurigheid.
Bij het bed zijn er 2 keuzemogelijkheden: inductiegehard of niet. Inductiegehard is duurder maar op termijn heeft dit enkel voordelen doordat het bed minder vatbaar is voor beschadiging van spanen of slijtage door gebruik. De beitelwagen, ook weleens langsslede of support genoemd, kan over het bed verplaatst worden (voeding). Dit support kan zowel handmatig alsook automatisch door middel van een nauwkeurige schroefdraadstang worden voortbewogen, afhankelijk van de grootte van de draaibank kan dit trapeziumdraad of zaagtanddraad zijn, beide geschikt voor het opnemen van zware axiale belastingen op deze as. Hierbij moet er op gelet worden dat bij het gebruik van automatische voeding men de slede niet heeft vastgezet met de blokkeerschroeven, dit kan zware schade veroorzaken aan het bed.
Support
Het snijgereedschap, de beitel, wordt in een beitelhouder aan het support bevestigd. Het support beweegt zich over het bed in de langsrichting (Z-richting) van het werkstuk. Op het support is een dwarssupport bevestigd welke op een dwarsbed beweegt (X-richting), haaks op het bed en werkstuk.
Bovenop het dwarsbed is weer een beitel- of hulpsupport (dwarsslede) gebouwd welke 180 graden te draaien is en in pricipe op 0 graden staat dus in de langsrichting net als het bed. (dit is de Z 0 richting)
Dwarsslede en beitelhouder
De dwarsslede is de tweede van een combinatie van drie sleden, haaks ten opzichte van elkaar opgesteld. Ook deze kan meestal met automatische voeding worden bewogen. Hierop staat dan nog een beitelslede waarop een beitelhouder geplaatst is waarin men, afhankelijk van het model, één of meerdere beitels kan plaatsen. Hoe deze beitels worden vastgehouden in de beitelhouder verschilt, het belangrijkste is dat de beitelpunt op centerhoogte staat in verband met snijkrachten en afwerking van het stuk.
Er zijn verschillende soorten beitelhouders die het mogelijk maken snel beitels te wisselen voor verschillende toepassingen. Een voorbeeld is meerdere beitels in een houder. Deze systemen zijn in hoogte verstelbaar waardoor centerhoogte gehaald kan worden.
Losse kop
Rechts bevindt zich de losse kop, hierin kan een vast of meedraaiend center worden geplaatst, zodat het werkstuk aan beide uiteinden ondersteund wordt. Ook bestaat de mogelijkheid om er een boorkop of een grotere boor rechtstreeks in te zetten.
De losse kop kan verplaatst worden langs het bed. Het bed bestaat uit twee geleiders die heel zuiver zijn geslepen. In het bed is een trapeziumvormige rand geslepen, zodat bij slijtage op het bed er geen zijdelingse speling ontstaat maar enkel de support naar onder toe zakt (een zeer kleine verplaatsing overigens).
Boren, centers en ander hulpgereedschap wordt in de losse kop bevestigd.
Gereedschap bij de draaibank
– Vierkantsleutel voor het bedienen van de drie-en vierklauw.
– Vierkant pijpsleutel voor de diverse vierkantbouten.
– MorseKonus verloophulzen.
– Diverse beitelhouders.
– Uitstootwig MorseKonus
– Steeksleutel.
– Meedraaiend center.
– Boorkop.
– Diverse beitels.
– Centerboor.
– Omkeerbekken voor de drieklauw
Opspangereedschap werkstuk
Het werkstuk wordt opgespannen in het opspangereedschap aan de vaste kop. Het opspangereedschap draait rond de centerlijn.
Veel gebruikte opspangereedschappen zijn:
De drieklauw
Een zelfcentrerende drieklauw bestaat uit een klauwplaat met drie spanbekken welke bij draaiing van het vierkantgat door de vierkantsleutel gelijkmatig naar binnen of buiten bewegen. De zelfcentrerende drieklauw wordt meestal gebruikt om rond materiaal op te spannen, gelijkzijdig zeskant materiaal is ook mogelijk.
De vierklauw
Een zelfcentrerende vierklauw heeft dezelfde opbouw en werking als de drieklauw maar heeft vier spanbekken waarin rond, gelijkzijdig vierkant en achthoekig materiaal opgespannen kan worden.
Voor ongelijkzijdig vierzijdig materiaal kan een onafhankelijke vierklauw worden opgespannen
Spantangen
Spantangen zijn op maat geslepen klemtangen voor rond materiaal welke in een speciale spantanghouder worden gezet en alleen voor de op de spantang aangegeven materiaaldiameter mogen worden gebruikt. Spantangen zijn zo geslepen dat materiaal over de hele lengte van de spantang wordt geklemd waardoor een nauwkeurig ronddraaien wordt verkregen.
Het opspannen van de beitel
De beitel wordt in de beitelhouder opgespannen.
De beitel moet zo kort mogelijk met de beitelkop uit de beitelhouder steken. De beitel wordt door de spanbouten in de beitelhouder geklemd en wel zo dat het midden van de beitel recht onder de opspanschroeven staat.
De centerlijn
Tussen het midden van de vaste kop (bijvoorbeeld als de bekken van de klauwplaat geheel zijn aangedraaid) en het midden van de losse kop (bijvoorbeeld de punt van het (mee)draaiend center) bevindt zich een denkbeeldige lijn, de centerlijn.
Deze centerlijn loopt evenwijdig met het bed van de draaibank, zowel in hoogte als in diepte. Het bed is zo geslepen dat waar de losse kop zich bevind op het bed deze altijd nauwkeurig de centerlijn volgt. Omdat het support zich ook over het bed kan bewegen volgt deze in hoogte en diepte ook de centerlijn. Wanneer de punt van de beitel op het center van de losse kop is uitgericht volgt de punt van de beitel bij het bewegen van het support dus ook de centerlijn. Dit is nodig voor de zuiverheid van het werkstuk maar is ook voor de hoogte van de beitel belangrijk.
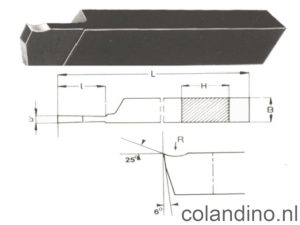
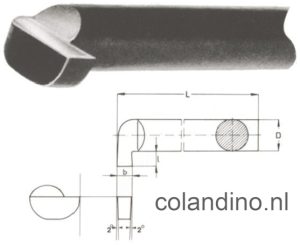
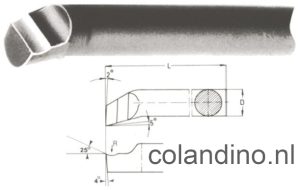
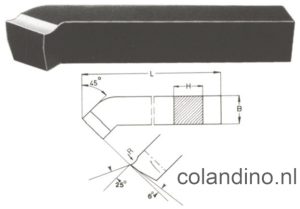
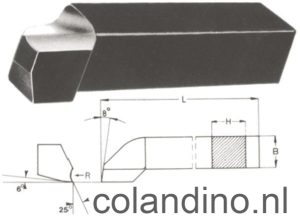
De beitel heeft aan alle zijden schuine kanten onder een bepaalde hoek. Deze zogenaamde vrijloophoeken zijn afhankelijk van het soort beitel en het soort materiaal dat bewerkt gaat worden.
De vrijloophoeken zorgen ervoor dat, bij de juiste afstelling, alleen de beitelpunt het te bewerken materiaal kan raken.
Om met de beitelpunt het materiaal te kunnen raken is het noodzakelijk dat de beitelpunt exact op de centerlijnhoogte staat, hier is het ingespannen materiaal het breedst.Staat de beitelpunt te hoog boven de centerlijn dan zal de beitelpunt het materiaal niet raken doordat de vrijloop tegen het materiaal aan komt.Staat de beitel te laag dan zal het materiaal de neiging hebben op de beitel te ‘kruipen’ of de beitel onder het materiaal slaan wat beiden het gevolg kan hebben dat het werkstuk krom slaat of in het ergste geval de beitel breekt.
De beitelhouder met beitel wordt in de beitelhouderklem gezet en wel zo dat de punt van de beitel de punt van het (mee)draaiend center in de losse kop kan raken.
Met de hoogteverstelschroef van de beitelhouder wordt de beitelpunt op dezelfde hoogte gebracht als de punt van het (mee)draaiend center in de losse kop.
De contramoer op de hoogteverstelschroef wordt vastgedraaid om ongewilde beweging van de hoogteverstelschroef te voorkomen
Hierna wordt de beitelhouder zo opgespannen dat de beitel haaks op de centerlijn staat.
Veiligheid
-Zet elk te draaien werkstuk goed vast in doelmatig spangereedschap. Niet- of slecht ingespannen werkstukken kunnen bij losschieten een groot gevaar voor de omgeving zijn.
-Controleer altijd voor je de machine aanzet met de hand of het werkstuk vrij draait.
-Kom nooit te dicht met je haren of loshangende kledingstukken bij een draaiend deel van de draaibank.
-Lange haren dien je op te binden of in een haarnetje te dragen. Als je haren of kledingstuk gegrepen worden, kun je zeer ernstige verwondingen oplopen.
-Draag altijd werkkleding tijdens machinale bewerkingen, hier zitten scheurlijnen in.
-Draag altijd een veiligheidsbril tijdens verspanende bewerkingen.
-In een werkplaats zijn veiligheidsschoenen verplicht.
-Pak nooit een draaiende werkstuk vast of probeer het af te remmen met je handen.
-Haal nooit spanen weg bij een draaiende werkstuk, spanen zijn messcherp.
-Spanen verwijder je alleen bij een stilstaande machine met een spaanhaak.
Om accessoires (zoals een boorkop of klauwplaat/backingplate) op uw draaibank te passen, moet u de draadmaat van de spil van de kop weten. Houd er rekening mee dat deze kunnen worden vervaardigd in imperiale (inch) of metrische (millimeter) maten.
1. Met behulp van een schuifmaat (bij voorkeur digitale schuifmaat) meet u de draaddiameter over de maximale diameter van de schroefdraden, van piek tot piek. Dit zal normaal gesproken marginaal onder de nominale draadgrootte liggen als gevolg van slijtage en essentiële spelingen en productietoleranties.
2. Meet de spoed van de schroefdraad (de afstand tussen opeenvolgende draadpieken).
2.1. Voor een imperiale (inch) draad wordt dit gemeten in ‘draden per inch’. Als de draad een imperiale maat heeft, plaatst u het nulpunt van een nauwkeurige meetlat, aangegeven in inches, op de top van een draad dicht bij de kop. Tel dit punt als ‘nul’ en tel hoeveel pieken je nog meer tegenkomt totdat je het punt van een halve inch op je regel bereikt. (NB: dit zal bijna altijd een geheel getal zijn – zeer weinig draden hebben een oneven aantal ‘draden per inch’ – hoewel negen zeer af en toe voorkomt). Neem het aantal draden dat je hebt geteld en verdubbel dit aantal: de waarde die je berekent is het aantal ‘draden per inch’. (Je hebt het aantal draden in een halve inch geteld, dus het aantal in een volledige inch is het dubbele van het aantal in een halve inch!). Typische spoeden op draaibankspindels zijn: 6tpi; 8 tpi; (zelden, 9tpi); 10 tpi; 12 tpi en 16 tpi.
2.2. Voor een metrische draad (millimeter) is de aanpak vergelijkbaar, behalve dat u een regel gebruikt met metrische schaalmarkeringen. Voor een metrische draad moeten we de grootte van een enkele draadspoed vinden, gemeten in millimeters. Het meten van een enkele steek is bij de meeste draden bijna onmogelijk, dus het is gemakkelijker voor ons om te beginnen met het einde van de regel op één draadpiek (ons nulpunt) en dan de draden te blijven tellen totdat we een ander punt hebben waar de draadpiek precies samenvalt met nog een markering op onze regel. Meestal zal het tellen van vier, vijf of tien threads het leven gemakkelijker maken, als dat past bij waar uw regel is geplaatst. Om de steek te vinden, deelt u de afstand die u hebt gemeten tussen de door u gekozen begin- en einddraadpiek door het aantal draden dat u hebt geteld. Dus als we bijvoorbeeld 4 draden tellen in een ruimte van 14 millimeter, is de steek gelijk aan 14 gedeeld door 4 = 3,5: de steek is in dit geval 3,5 mm. Typische steekwaarden op draaibankspindels zijn: 1,5 mm; 2 mm; 2,5 mm; 3 mm en 3,5 mm.
Als uw draaibank 10 jaar of minder oud is en wordt geleverd voor de Britse markt, zal deze vrijwel zeker een van deze 4 maten zijn:
3/4” x16tpi; 1” x 8tpi; 1,1/4″x8tpi en M33 x 3,5 mm
De meest voorkomende maten:
Tap maat
Diameter (inch)
Diameter (mm)
Thread Count (TPI)
Thread Pitch (mm)
Tap boorgat (mm)
M33 x 3.5
1.2992
30.0000
~8
3.500
29.5 mm
1 1/8 – 12
1.1250
28.575
12
2.116
26.51 mm
Oudere draaibanken zouden een veel grotere variëteit kunnen hebben, net als die welke voor verkoop op andere markten worden vervaardigd. Als u het ‘makersplaatje’ op uw draaibank kunt vinden en ons het merk en model van de draaibank kunt doorgeven, kunnen wij u waarschijnlijk naar de meest waarschijnlijke spilgrootte voor uw draaibank leiden.
Andere, minder vaak voorkomende schroefdraadmaten zijn: 3/4” x 10tpi; M18 x 2,5 mm; 1” x 10 tpi; 1” x 12 tpi; M25 x 2 mm; 1,1/8” x 12 tpi; M30 x 3,5 mm; 1,1/2” x 6tpi – maar er zijn er nog veel meer!
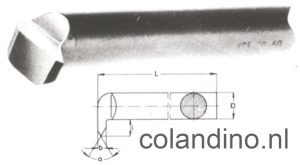
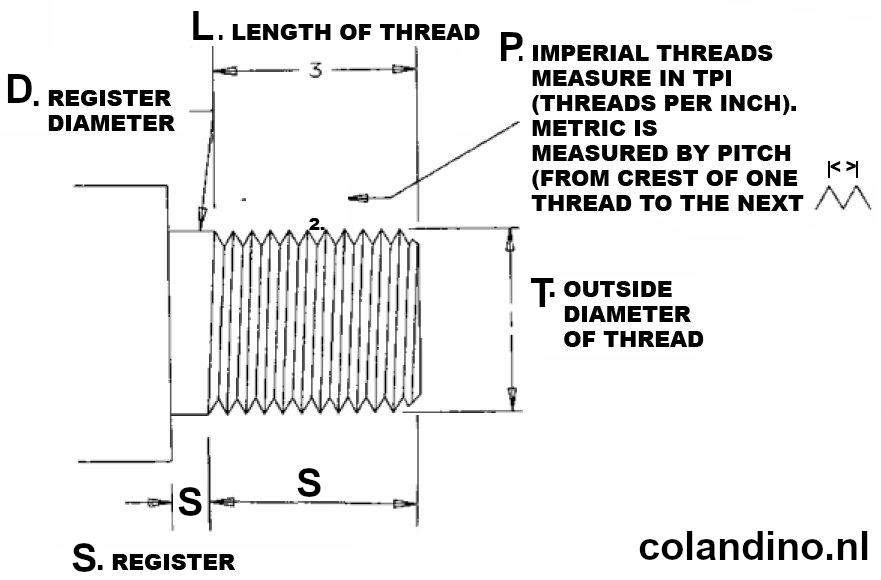
Sommige spindels van draaibanken hebben een ‘gewoon’ spilgedeelte achter het gedeelte met schroefdraad – dit staat bekend als het ‘register’. Het bestaan (of niet) ervan en de afmetingen ervan kunnen ook belangrijk zijn. Als uw draaibank een register had, kunnen de afmetingen van dat kenmerk ook belangrijk zijn om te zorgen voor een juiste pasvorm voor de spildraad. Raadpleeg het volgende diagram, dat een typische spilneus toont, inclusief register. Als u elk van de genoemde afmetingen kunt doorgeven, hebben wij een grotere kans om de juiste apparatuur te leveren.
De verschillende kenmerken die u moet meten zijn: T: de totale diameter van het schroefdraadgedeelte van de spil, zoals beschreven in paragraaf 1 hierboven; P: de spoed zoals uitgelegd in paragraaf 2 hierboven; L: de totale lengte van de spil, inclusief eventuele registers, gemeten vanaf de achterkant van het register – of het equivalent daarvan als er geen register is; D: de diameter van het register (de maximale diameter waarbij eventuele vergrendelingsgroeven rond het register buiten beschouwing worden gelaten); en tenslotte, S: de diepte (lengte) van het register.
We geven er een draai aan…
Draaien is een verspaningstechniek, waarbij het metaal op een draaibank wordt bewerkt. Het materiaal draait rond en voert de snijbeweging uit, doordat de beitel in een bepaalde richting beweegt. Er zijn allerlei vormen van draaien, zoals langsdraaien, dwarsdraaien, steken, profieldraaien, conusdraaien en kopieerdraaien.
Algemeen
Technische fische onderdelen Chiu – Ting CT-918 AM draaibank
Een metaaldraaibank is een machine waarmee metalen of kunststoffen werkstukken worden gedraaid/gemaakt. De draaibank bestaat uit een gietijzeren gestel of geraamte. Door een elektromotor wordt via een v-snaar de klauwplaat, welke op de hoofdas wordt bevestigd, aangedreven.
De draaibank bestaat verder uit een support waarin de beitels voor het draaiwerk worden vastgezet. Dit beitelsupport kan zowel handmatig als automatisch over een zwaluwstaartbed worden voortbewogen. Aan het andere uiteinde van de draaibank zit de “losse kop” waarin een vast of meedraaiend center kan worden geplaatst. Ook een boorkop of een boor met grotere diameter kunnen hier worden vastgeklemd.
Op een metaaldraaibank kan behalve in- en uitwendig draaiwerk ook schroefdraad gesneden worden. Door verschillende tandwielverhoudingen te gebruiken kunnen diverse soorten schroefdraad worden gesneden. De meest voorkomende schroefdraad hier op het Europese vasteland is de Metrische draad. Er is ook Engelse (schroef)draad, Whitworth genoemd, waarvan de spoed (hier het aantal gangen per inch) en de tophoek de voornaamste verschilpunten tussen de WW en de Metrische schroefdraad zijn.
Bouw
Kenmerkend voor een draaibank is dat bij een draaibank het snijgereedschap (draaibeitel) stilstaat. Meestal wordt een te bewerken onderdeel ingeklemd in een klauwplaat die bevestigd is aan een horizontale as die het werkstuk ronddraait.
De draaibank bestaat veelal uit een gietijzeren constructie, het deel dat op de grond staat heet de voet en daarbovenop staat het draaibankbed. Bij grotere draaibanken zijn voet en bed uit twee delen gemaakt, bij bijvoorbeeld een tafeldraaibank bestaan de voet en het bed uit een enkel stuk gietijzer.
De aandrijving gebeurt meestal met een elektromotor via een overbrengingssysteem bestaande uit V-riemen en/of tandwielen met een keuze uit verschillende toerentallen. De aandrijving kan ook uitgevoerd worden een frequentieregelaar die zorgt voor verschillende aandrijfsnelheden van de elektromotor.
Geschiedenis
De draaibank is een zeer oude machine die al gebruikt werd in Assyrie en het klassieke Griekenland. De oorsprong van het draaien vinden we rond 1300 v.Chr. toen de Grieken een tweepersoonshoutdraaibank ontwikkelden. Een persoon draaide het werkstuk met een touw terwijl een andere persoon een scherp voorwerp gebruikte om vormen in het hout te snijden. In het Romeinse rijk werd een draaiboog (soort strijkstok) toegevoegd. In de middeleeuwen werd het handdraaien vervangen door een pedaal zodat de handen vrijkwamen om de verschillende beitels vast te kunnen houden. Dit type draaibank is tot in het begin van de 20e eeuw veel gebruikt en nog in gebruik in diverse ontwikkelingslanden.
De eerste industriële metaaldraaibank werd door de Nederlander Jan Verbruggen, meestergieter in de zware geschutgieterij in Den Haag, in 1757 ontworpen en in gebruik genomen. In 1770 werd hij benoemd tot meestergieter in de geschutgieterij in het Royal Arsenal in Woolwich. Hier installeerde hij eenzelfde horizontale, door paarden aangedreven draaibank waarvan een set van 50 gedetailleerde camera-obscura-tekeningen bewaard zijn gebleven (zie bijgevoegd voorbeeld). Henry Maudslay, die later onder andere het automatisch draaien van schroefdraden op de draaibank uitvond, werkte ook in de werkplaats van Jan Verbruggen in Woolwich.
Soorten draaibanken
In de conventionele draaibanken kunnen diverse soorten uitvoeringen worden onderscheiden, met of zonder computeraansturing, te weten:
Centerdraaibank: wordt gebruikt voor stukken met een centerpunt aan beide kopzijden en geen mogelijkheid tot klemmen op het stuk.
Universele draaibank: de meest bekende vorm, wordt veelal gebruikt voor stuk- en herstellingswerken. Door demontage van de klauwplaat kan er een centerdraaibank van gemaakt worden doordat er in de spil een conus zit.
Kopdraaibank: een universele draaibank voor stukken met een diameter tot soms wel 3,5 meter. Er ontbreekt vaak wel de losse kop op deze soort, nadeel is dat het opspannen van het stuk veel tijd kost en dat de hoofdspil sterk op buigen wordt belast.
Carrouseldraaibank: een verticaal opgestelde kopdraaibank, met de voordelen van de kopdraaibank maar geen belasting op buigen van de spil. Sommige versies hebben ook de mogelijkheid om met meerdere beitels tegelijk te kunnen werken.
Kopieerdraaibank: een draaibank gebruikt voor het maken van series gelijke stukken. Hierbij loopt een taster over een mal en de vorm van de mal wordt aan een beitel doorgegeven en zo op een werkstuk gedraaid. Deze is vervangen door de computer numerical control (CNC) machines.
Revolverkopdraaibank: gebruikt voor het vervaardigen van series gelijkvormige stukken. Principieel is dit een universele draaibank, maar met een beitelhouder voor soms wel 8 gereedschappen die men kan ronddraaien (zoals bij een trommelrevolver).
Instellingen
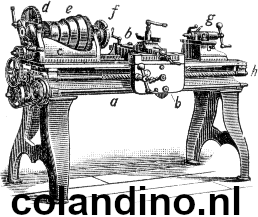
Opbouw van een oudere draaibank uit 1911. Met a = bed, b = geleiding (met dwarsslede en beitelhouder), c = kop, d = terugversnelling (met overbrenging naar ondergelegen spindel) e = kegel voor riemaandrijving van een externe voeding, f = frontpaneel gemonteerd op spindel, g = losse kop. h = spindel.
Het toerental wordt afgestemd op het te bewerken materiaal (de specifieke snijsnelheid, die voor elk materiaal anders is) en de diameter van het te draaien werkstuk.
Hierbij gebruikt men de volgende formule:
n = ( V c ∗ 1000 ) / ( π . d ) , {\displaystyle n=(V_{c}*1000)/(\pi .d),}
Waarbij:
n: het toerental, in toeren/min
Vc: de snijsnelheid, in m/min
d: de diameter van het werkstuk, in mm
Bij het gebruik van een industriële draaibank, waarbij door middel van hendels de toerentallen en voedingen worden ingesteld, is het volgende zeer belangrijk: het toerental van de hoofdspil mag slechts bij stilstand veranderd worden en de voedingen tijdens werking van de draaibank. Het kan dus soms gebeuren dat de tandwielen niet goed in elkaar grijpen bij het wisselen van hoofdspiltoerental, het volstaat hierbij om de klauwplaat met de hand te bewegen, men zal dan voelen dat de hendels op hun juiste plaats vallen als men de klauwplaat een beetje verdraait. Er bestaan ook systemen voor traploze snelheidsregeling bij conventionele machines in de vorm van frequentieomzetters.
Losse kop en bed
Meedraaiend center (boven), vast center (onder)
Rechts bevindt zich de losse kop, hierin kan een vast of meedraaiend center worden geplaatst, zodat het werkstuk aan beide uiteinden ondersteund wordt. Ook bestaat de mogelijkheid om er een boorkop of een grotere boor rechtstreeks in te zetten.
De losse kop kan verplaatst worden langs het bed. Het bed bestaat uit twee geleiders die heel zuiver zijn geslepen. In het bed is een trapeziumvormige rand geslepen, zodat bij slijtage op het bed er geen zijdelingse speling ontstaat maar enkel de support naar onder toe zakt (een zeer kleine verplaatsing overigens).
Bij het bed zijn er 2 keuzemogelijkheden: inductiegehard of niet. Inductiegehard is duurder maar op termijn heeft dit enkel voordelen doordat het bed minder vatbaar is voor beschadiging van spanen of slijtage door gebruik. De beitelwagen, ook weleens langsslede of support genoemd, kan over het bed verplaatst worden (voeding). Dit support kan zowel handmatig alsook automatisch door middel van een nauwkeurige schroefdraadstang worden voortbewogen, afhankelijk van de grootte van de draaibank kan dit trapeziumdraad of zaagtanddraad zijn, beide geschikt voor het opnemen van zware axiale belastingen op deze as. Hierbij moet er op gelet worden dat bij het gebruik van automatische voeding men de slede niet heeft vastgezet met de blokkeerschroeven, dit kan zware schade veroorzaken aan het bed.
Dwarsslede en beitelhouder
De dwarsslede is de tweede van een combinatie van drie sleden, haaks ten opzichte van elkaar opgesteld. Ook deze kan meestal met automatische voeding worden bewogen. Hierop staat dan nog een beitelslede waarop een beitelhouder geplaatst is waarin men, afhankelijk van het model, één of meerdere beitels kan plaatsen. Hoe deze beitels worden vastgehouden in de beitelhouder verschilt, het belangrijkste is dat de beitelpunt op centerhoogte staat in verband met snijkrachten en afwerking van het stuk.
Er zijn verschillende soorten beitelhouders die het mogelijk maken snel beitels te wisselen voor verschillende toepassingen. Een voorbeeld is meerdere beitels in een houder. Deze systemen zijn in hoogte verstelbaar waardoor centerhoogte gehaald kan worden.
Om de beste ervaringen te bieden, gebruiken wij technologieën zoals cookies om informatie over je apparaat op te slaan en/of te raadplegen. Door in te stemmen met deze technologieën kunnen wij gegevens zoals surfgedrag of unieke ID's op deze site verwerken. Als je geen toestemming geeft of uw toestemming intrekt, kan dit een nadelige invloed hebben op bepaalde functies en mogelijkheden.
Functioneel
Altijd actief
De technische opslag of toegang is strikt noodzakelijk voor het legitieme doel het gebruik mogelijk te maken van een specifieke dienst waarom de abonnee of gebruiker uitdrukkelijk heeft gevraagd, of met als enig doel de uitvoering van de transmissie van een communicatie over een elektronisch communicatienetwerk.
Voorkeuren
De technische opslag of toegang is noodzakelijk voor het legitieme doel voorkeuren op te slaan die niet door de abonnee of gebruiker zijn aangevraagd.
Statistieken
De technische opslag of toegang die uitsluitend voor statistische doeleinden wordt gebruikt.De technische opslag of toegang die uitsluitend wordt gebruikt voor anonieme statistische doeleinden. Zonder dagvaarding, vrijwillige naleving door je Internet Service Provider, of aanvullende gegevens van een derde partij, kan informatie die alleen voor dit doel wordt opgeslagen of opgehaald gewoonlijk niet worden gebruikt om je te identificeren.
Marketing
De technische opslag of toegang is nodig om gebruikersprofielen op te stellen voor het verzenden van reclame, of om de gebruiker op een site of over verschillende sites te volgen voor soortgelijke marketingdoeleinden.
 Deze DRO-adapter is gebaseerd op de nieuwe 32-bit ESP32-module en maakt gebruik van de tweede generatie universele TouchDRO-firmware die gegevens kan decoderen van kwadratuur-encoders, iGaging 21-bits schalen, iGaging absolute schalen en Shahe BIN6-schalen. In feite is de firmware functioneel identiek aan de versie die wordt geleverd op de voorgemonteerde iGaging- en Shahe-schaaladapters.
Deze DRO-adapter is gebaseerd op de nieuwe 32-bit ESP32-module en maakt gebruik van de tweede generatie universele TouchDRO-firmware die gegevens kan decoderen van kwadratuur-encoders, iGaging 21-bits schalen, iGaging absolute schalen en Shahe BIN6-schalen. In feite is de firmware functioneel identiek aan de versie die wordt geleverd op de voorgemonteerde iGaging- en Shahe-schaaladapters.