Savbit Ersin soldeer met vijf kernen vermindert kopererosie en verlengt de levensduur van soldeerbout tips tot wel 10 keer. Geschikt voor alle telecommunicatie- en elektronicawerkzaamheden.
Type: M7 Ersin soldeer met vijf kernen. 60/40. (60% tin / 40% lood)
Diameter: 0,7 mm.
Fabrikant: Multicore Solders Ltd. Hemel Hempstead, Hertz DATASHEET Multicore SPECS en Testsheet
Deze is in Nederland moeilijk of niet verkrijgbaar, een goede vervanger volgens Farnel is de Loctite C 511
Het kan de Ohm-wet van sommige circuits verifiëren.
Gebruikt als extra weerstand om het voltbereik uit te breiden.
Gebruikt om onbekende weerstand te meten.
Gebruikt voor het meten van de elektromotorische kracht en de interne weerstand van de voeding.
Gebruikt als een bekende weerstand in een circuit om de vereiste stroom te regelen.Gebruikt voor het onderwijzen van fysieke en elektrische experimenten.
Doming, ook wel ‘dapping’ genoemd, is een populaire techniek voor het maken van sieraden die wordt gebruikt voor het creëren van rondingen en koepels in zachte metalen.
U zult versteld staan van de professionele resultaten die u met een beetje oefening kunt bereiken!
Aanbevolen gereedschap en benodigdheden voor doming:
Metalen plaat
Verdelers – voor het tekenen van cirkels op metaal
Doorsteekzaag en mes of schijfsnijder
Vijl – voor het gladstrijken van ruwe randen op uw schijven
Gastoorts – voor gloeien (verzachten van uw metaal klaar voor doming)
Veiligheidsbeits – voor het reinigen van uw schijven na het uitgloeien
Doming-blok
Doming-stoten
Hamer – om met een klap op uw metaal te slaan
Doming is een techniek voor het maken van sieraden die wordt gebruikt om zachte rondingen en koepels in een stuk platte metalen plaat te creëren. Dit proces wordt uitgevoerd met behulp van een domingblok en een pons. Zoals u op deze pagina zult zien, biedt het maken van koepels in metaal u zoveel mogelijkheden voor ontwerpen en een professionele afwerking. U kunt een scala aan ontwerpen maken, waaronder schijfsieraden, bollen, kralenkapjes en holle kralen. Perfect als u driedimensionale elementen aan uw ontwerpen wilt toevoegen.
Wat is een domingblok en pons?
Een domingblok heeft een reeks inkepingen van verschillende grootte waaruit u kunt kiezen, afhankelijk van het ontwerp dat u in gedachten heeft. Domingponsen zijn verkrijgbaar in verschillende maten en de meest geschikte maatpons wordt naast een hamer gebruikt om op het metaal te slaan om het stuk te vormen.
De Newcason XC6013L werkt correct en geeft herhaalbare meetwaarden (+/- een paar procent) bij meerdere condensatortests. Bij het testen van bekende defecte condensators (de bekende bolle bovenkant) variëren de meetwaarden sterk, waar ik op let bij onbekende condensators, en die ik af en toe tegenkwam.
Hij ziet er vreemd uit, deze desktop multimeter met 19999 counts als resolutie. Met als extra’s een Bluetooth MP3-speler, thermometer en klok. Vreemde combinatie, maar zijn specificaties mogen er wezen en dat voor een leuk prijsje. Dit uniek apparaat is dus een uitgebreide test meer dan waard.
Kennismaking met de Aneng AN888S desktop multimeter
Alternatieve merken, namen en prijzen
Deze multimeter wordt ook aangeboden onder andere merknamen:
De prijs die u er voor betaalt hangt af van het merk, € 55,82 is de laagste prijs die wij hebben gevonden op AliExpress. Voor deze prijs worden echter geen oplaadbare batterijen (18650 li-ion accu’s van 3,7 V) meegeleverd, maar die heeft u niet nodig als u het apparaat uitsluitend als tafel multimeter gebruikt. U kunt dan voeden uit een 5 V USB-adapter. Wij hebben een apparaat gekocht waar als merk ‘Aneng’ op staat, vandaar de naam van dit artikel.
Wat is de AN888S?
De AN888S is een fors uit de kluiten gewassen desktop multimeter met een resolutie van 19999 digits. Dat op zich is uiteraard niet opzienbarend. Dergelijke multimeters zijn er in overvloed. Wat wél opmerkenswaardig is dat dit apparaat ook een klok, een timer, een thermometer en een Bluetooth MP3-speler bevat. Deze nogal vreemdsoortige combinatie heeft er toe geleid dat op diverse fora zoals ‘eevblog’ nogal spottende opmerkingen zijn verschenen, zoals ‘een 1 april grap’ of ‘ze zijn vergeten er een broodrooster in te bouwen’.
Dat zijn nogal domme opmerkingen, want als u op zoek bent naar een goede en betaalbare desktop multimeter, dan is dit apparaat een uitstekende keuze. Wij hebben namelijk geen enkele andere desktop multimeter met vergelijkbare specificaties gevonden die ook maar enigszins in de buurt komt van de prijs die u voor de AN888S moet betalen.
Volgens de specificaties heeft deze meter bijvoorbeeld een gevoeligst meetbereik van 19,999 mV met een nauwkeurigheid van ±(0,05%+3)! Maar dat zal uit de test moeten blijken…
De leveringsomvang
De AN888S wordt in een merk- en typeloze stevige doos geleverd. Het apparaat zit in de doos goed beschermd tussen twee stevige stootkussens van schuim. Op de bodem liggen twee meetsnoeren, een USB-kabel en eventueel twee oplaadbare batterijen. Een goed verzorgde en duidelijke Engelstalige handleiding van 24 pagina’s is aanwezig. De meetsnoeren hebben een lengte van 120 cm, zijn heel soepel en voorzien van een meetprobe met een scherpe punt. De banaanstekkers aan de andere kant van het snoer zijn volledig geïsoleerd. De USB-kabel heeft een lengte van 100 cm en is bedoeld voor het voeden van de multimeter uit een 5 V USB-connector. Lees verder → Bericht ID 6872
Werco scheidingstrafo 500VA Update Werco 500W scheidingstrafo: powermonitor, zekeringen en schakelaar opgebouwd
Laatste update: 17 juni 2025, powermonitor, stopcontact zonder randaarde, schakelaar en zekeringen, ingang op fase, uitgaande fase en nul ingebouwd.
Model 500 Watt van Werco Transformatoren B.V. uit Waalwijk
Een scheidingstransformator of scheidingstrafo is een transformator die galvanische scheidingen creëert tussen de primaire en secundaire wikkeling. Daardoor verminder het elektrocutie gevaar van het apparaat. Zo wordt deze o.a. gebruikt in geval van bijvoorbeeld boten die aansluiting vinden met stroomvoorzieningen aan de wal.
Andere benaming is ook wel veiligheidstransformator.
Werco B.V. is in 1917 in Den Haag opgericht door de heer W.R. van Werkhoven als Werco Electrische Apparatenfabriek.
In eerste instantie worden uiteenlopende apparaten geproduceerd als verwarmingselementen, soldeerbouten, friteuses, droogkappen en transformatoren. De link tussen deze producten is het feit dat ze allemaal onderdelen bevatten die gewikkeld moeten worden.
Door de overgang van het Haagse elektriciteitsnet van 110V naar 220V ontstaat een grote vraag naar transformatoren. Vanaf dat moment zijn transformatoren een steeds groter deel van de productie van Werco gaan uitmaken.
Gevelbord 1960
In 1963 wordt Werco overgenomen door de heer W. van Werkhoven, vader van de huidige directeur M. van Werkhoven, die het bedrijf sinds 1989 leidt.
Na een verhuizing binnen Den Haag groeit het bedrijf verder en het verhuist in 1973 naar een nieuw pand in Waalwijk.
Daar start Werco als eerste in Nederland met de productie van ringkern-transformatoren en profileert zich daarmee als innovatief bedrijf.
Werco reclame 1955
De producten van Werco worden tegenwoordig toegepast in uiteenlopende sectoren als paneelbouw, elektronica-assemblage, telecommunicatie en luchtvaart. Het productenpakket van Werco bestaat onder andere uit:
Transformatoren in 1-fase en 3-fase uitvoering
Ringkerntransformatoren in open en ingegoten uitvoering
Printtransformatoren
Ferriettransformatoren en spoelen
Inductieve producten op maat
Het leveren van “Inductieve Componenten op Maat” is een van de sterkste punten van Werco. Of het nu gaat om een miniatuur sensorspoel, een audiotrafo of een 3-fase filter: samen met u wordt een passende oplossing bedacht.
Het succes van deze werkwijze blijkt uit het nog steeds groeiende klantenbestand van Werco.
De drie uitgangssignalen van iedere functiegenerator.
Een functiegenerator is een apparaat waarmee u minstens drie soorten signalen genereert, namelijk sinus, driehoek en rechthoek. Hiermee kunt u schakelingen testen en aansturen.
De specificaties van functiegeneratoren
De minimale eisen aan een functiegenerator
Zoals in de inleiding reeds gesteld moet een dergelijk apparaat in ieder geval de drie fundamentele spanningen van de elektronica genereren:
– Sinusvormige spanning (sine wave, SINE).
– Driehoekvormige spanning (triangle wave, TRI).
– Rechthoekvormige spanning (square wave, SQU).
Wij zetten de Engelstalige benamingen er achter omdat u deze op iedere functiegenerator aantreft.
Uiteraard kunt u de frequentie (Frequency) en de grootte (Amplitude) van deze signalen instellen over een breed bereik. Een eenvoudige functiegenerator is in feite, naast een universeelmeter en een goedkoop scoopje, een basisapparaat dat iedere hobby-elektronicus moet bezitten.
Het frequentiebereik
Functiegeneratoren zijn te koop met zeer uiteenlopende frequentiebereiken. Hoe breder het bereik, hoe meer toepassingen de generator uiteraard heeft. Tóch moet u zich hierbij de vraag stellen wat u in uw praktijk aan signalen nodig hebt. Als u van plan bent voornamelijk te knutselen met audioschakelingen heeft het weinig zin geld uit te geven aan een functiegenerator die tot 10 MHz signalen genereert. Met een goedkoop apparaat dat werkt tussen 10 Hz en 100 kHz kunt u al uw metingen uitvoeren.
Wilt u op alle mogelijke meetsituaties voorbereid zijn, dan doet u er verstandig aan een generator aan te schaffen die minstens tot 1 MHz maar nog beter tot 3 MHz gaat.
De uitgangsspanning
Goedkope generatoren hebben één potentiometer waarmee u de uitgangsspanning kunt instellen tussen 0 V en de maximale spanning die het apparaat genereert. Die maximale spanning moet minstens 10,0 Vtop-tot-top zijn, zodat u ook ongevoelige eindversterkers rechtstreeks met de uw generator kunt uitsturen tot maximaal vermogen.
Echter, deze apparaten met slechts één potentiometer voor het regelen van de amplitude zijn in de praktijk volledig onbruikbaar. Als u het frequentiebereik van een microfoonversterker moet opmeten hebt u een sinusvormige spanning van een paar millivolt nodig. Die kunt u met een enkele potentiometer nooit instellen, daar is dit onderdeel niet nauwkeurig genoeg voor. Er moet, behalve deze potentiometer, nog een schakelaar aanwezig zijn, waarmee u diverse bereiken van de uitgangsspanning kunt instellen, bijvoorbeeld:
– 0 mV ~ 10 mV
– 0 mV ~ 100 mV
– 0 mV ~ 1 V
– 0 mV ~ 10V
Zo’n schakelaar wordt ‘verzwakker’ genoemd, in het Engels ‘Attenuator’ (ATT).
Een tussenoplossing die goedkoper is dan zo’n meerstanden draaischakelaar wordt aangeboden onder de vorm van twee drukknopjes, waarmee u een signaalverzwakking van 20 dB en 40 dB kunt inschakelen. Dat komt er op neer dat u het uitgangssignaal dat u instelt met de potentiometer met een factor 10, 100 of 1.000 kunt verzwakken. Stelt u met de potentiometer een spanning in van 5,0 V, dan levert het indrukken van de eerste ‘-20 dB’-knop een signaal op van 500 mV en het indrukken van de ‘-40 dB’-knop een signaal van 50 mV. Drukt u beide drukknoppen in, dan levert de generator een spanning af die 60 dB is verzwakt, hetgeen overeen komt met 5 mV. Met zo’n systeem kunt u in de praktijk in de meeste gevallen wel uit de voeten.
Heeft de functiegenerator alleen een potentiometer, dan moet u werken met zelf in elkaar gesoldeerde verzwakkers met weerstanden die u op de uitgang van de generator aansluit.
Een goed bruikbare instelling voor de grootte van de uitgangsspanning.
Om accessoires (zoals een boorkop of klauwplaat/backingplate) op uw draaibank te passen, moet u de draadmaat van de spil van de kop weten. Houd er rekening mee dat deze kunnen worden vervaardigd in imperiale (inch) of metrische (millimeter) maten.
1. Met behulp van een schuifmaat (bij voorkeur digitale schuifmaat) meet u de draaddiameter over de maximale diameter van de schroefdraden, van piek tot piek. Dit zal normaal gesproken marginaal onder de nominale draadgrootte liggen als gevolg van slijtage en essentiële spelingen en productietoleranties.
2. Meet de spoed van de schroefdraad (de afstand tussen opeenvolgende draadpieken).
2.1. Voor een imperiale (inch) draad wordt dit gemeten in ‘draden per inch’. Als de draad een imperiale maat heeft, plaatst u het nulpunt van een nauwkeurige meetlat, aangegeven in inches, op de top van een draad dicht bij de kop. Tel dit punt als ‘nul’ en tel hoeveel pieken je nog meer tegenkomt totdat je het punt van een halve inch op je regel bereikt. (NB: dit zal bijna altijd een geheel getal zijn – zeer weinig draden hebben een oneven aantal ‘draden per inch’ – hoewel negen zeer af en toe voorkomt). Neem het aantal draden dat je hebt geteld en verdubbel dit aantal: de waarde die je berekent is het aantal ‘draden per inch’. (Je hebt het aantal draden in een halve inch geteld, dus het aantal in een volledige inch is het dubbele van het aantal in een halve inch!). Typische spoeden op draaibankspindels zijn: 6tpi; 8 tpi; (zelden, 9tpi); 10 tpi; 12 tpi en 16 tpi.
2.2. Voor een metrische draad (millimeter) is de aanpak vergelijkbaar, behalve dat u een regel gebruikt met metrische schaalmarkeringen. Voor een metrische draad moeten we de grootte van een enkele draadspoed vinden, gemeten in millimeters. Het meten van een enkele steek is bij de meeste draden bijna onmogelijk, dus het is gemakkelijker voor ons om te beginnen met het einde van de regel op één draadpiek (ons nulpunt) en dan de draden te blijven tellen totdat we een ander punt hebben waar de draadpiek precies samenvalt met nog een markering op onze regel. Meestal zal het tellen van vier, vijf of tien threads het leven gemakkelijker maken, als dat past bij waar uw regel is geplaatst. Om de steek te vinden, deelt u de afstand die u hebt gemeten tussen de door u gekozen begin- en einddraadpiek door het aantal draden dat u hebt geteld. Dus als we bijvoorbeeld 4 draden tellen in een ruimte van 14 millimeter, is de steek gelijk aan 14 gedeeld door 4 = 3,5: de steek is in dit geval 3,5 mm. Typische steekwaarden op draaibankspindels zijn: 1,5 mm; 2 mm; 2,5 mm; 3 mm en 3,5 mm.
Als uw draaibank 10 jaar of minder oud is en wordt geleverd voor de Britse markt, zal deze vrijwel zeker een van deze 4 maten zijn:
3/4” x16tpi; 1” x 8tpi; 1,1/4″x8tpi en M33 x 3,5 mm
De meest voorkomende maten:
Tap maat
Diameter (inch)
Diameter (mm)
Thread Count (TPI)
Thread Pitch (mm)
Tap boorgat (mm)
M33 x 3.5
1.2992
30.0000
~8
3.500
29.5 mm
1 1/8 – 12
1.1250
28.575
12
2.116
26.51 mm
Oudere draaibanken zouden een veel grotere variëteit kunnen hebben, net als die welke voor verkoop op andere markten worden vervaardigd. Als u het ‘makersplaatje’ op uw draaibank kunt vinden en ons het merk en model van de draaibank kunt doorgeven, kunnen wij u waarschijnlijk naar de meest waarschijnlijke spilgrootte voor uw draaibank leiden.
Andere, minder vaak voorkomende schroefdraadmaten zijn: 3/4” x 10tpi; M18 x 2,5 mm; 1” x 10 tpi; 1” x 12 tpi; M25 x 2 mm; 1,1/8” x 12 tpi; M30 x 3,5 mm; 1,1/2” x 6tpi – maar er zijn er nog veel meer!
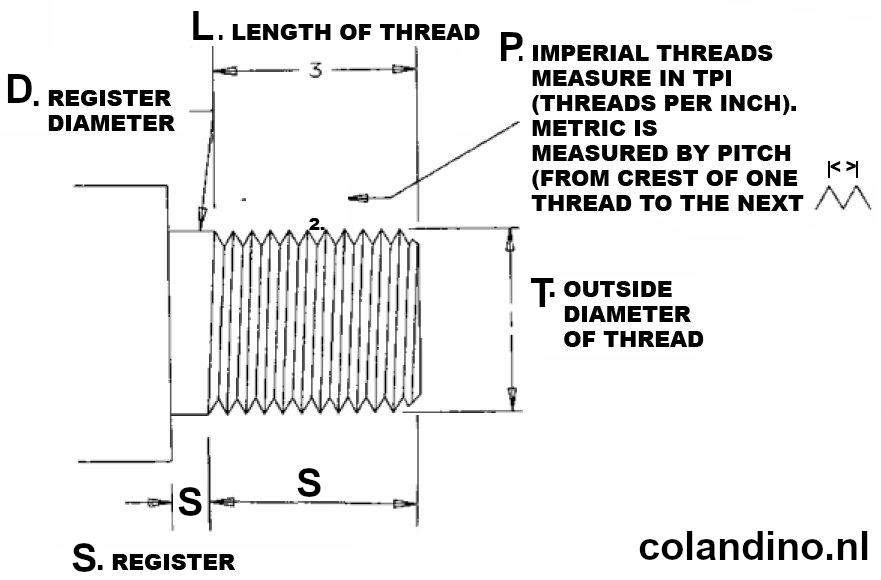
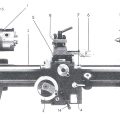
Sommige spindels van draaibanken hebben een ‘gewoon’ spilgedeelte achter het gedeelte met schroefdraad – dit staat bekend als het ‘register’. Het bestaan (of niet) ervan en de afmetingen ervan kunnen ook belangrijk zijn. Als uw draaibank een register had, kunnen de afmetingen van dat kenmerk ook belangrijk zijn om te zorgen voor een juiste pasvorm voor de spildraad. Raadpleeg het volgende diagram, dat een typische spilneus toont, inclusief register. Als u elk van de genoemde afmetingen kunt doorgeven, hebben wij een grotere kans om de juiste apparatuur te leveren.
De verschillende kenmerken die u moet meten zijn: T: de totale diameter van het schroefdraadgedeelte van de spil, zoals beschreven in paragraaf 1 hierboven; P: de spoed zoals uitgelegd in paragraaf 2 hierboven; L: de totale lengte van de spil, inclusief eventuele registers, gemeten vanaf de achterkant van het register – of het equivalent daarvan als er geen register is; D: de diameter van het register (de maximale diameter waarbij eventuele vergrendelingsgroeven rond het register buiten beschouwing worden gelaten); en tenslotte, S: de diepte (lengte) van het register.
Om de beste ervaringen te bieden, gebruiken wij technologieën zoals cookies om informatie over je apparaat op te slaan en/of te raadplegen. Door in te stemmen met deze technologieën kunnen wij gegevens zoals surfgedrag of unieke ID's op deze site verwerken. Als je geen toestemming geeft of uw toestemming intrekt, kan dit een nadelige invloed hebben op bepaalde functies en mogelijkheden.
Functioneel
Altijd actief
De technische opslag of toegang is strikt noodzakelijk voor het legitieme doel het gebruik mogelijk te maken van een specifieke dienst waarom de abonnee of gebruiker uitdrukkelijk heeft gevraagd, of met als enig doel de uitvoering van de transmissie van een communicatie over een elektronisch communicatienetwerk.
Voorkeuren
De technische opslag of toegang is noodzakelijk voor het legitieme doel voorkeuren op te slaan die niet door de abonnee of gebruiker zijn aangevraagd.
Statistieken
De technische opslag of toegang die uitsluitend voor statistische doeleinden wordt gebruikt.De technische opslag of toegang die uitsluitend wordt gebruikt voor anonieme statistische doeleinden. Zonder dagvaarding, vrijwillige naleving door je Internet Service Provider, of aanvullende gegevens van een derde partij, kan informatie die alleen voor dit doel wordt opgeslagen of opgehaald gewoonlijk niet worden gebruikt om je te identificeren.
Marketing
De technische opslag of toegang is nodig om gebruikersprofielen op te stellen voor het verzenden van reclame, of om de gebruiker op een site of over verschillende sites te volgen voor soortgelijke marketingdoeleinden.















 Doming, ook wel ‘dapping’ genoemd, is een populaire techniek voor het maken van sieraden die wordt gebruikt voor het creëren van rondingen en koepels in zachte metalen.
Doming, ook wel ‘dapping’ genoemd, is een populaire techniek voor het maken van sieraden die wordt gebruikt voor het creëren van rondingen en koepels in zachte metalen.
 Doming is een techniek voor het maken van sieraden die wordt gebruikt om zachte rondingen en koepels in een stuk platte metalen plaat te creëren. Dit proces wordt uitgevoerd met behulp van een domingblok en een pons. Zoals u op deze pagina zult zien, biedt het maken van koepels in metaal u zoveel mogelijkheden voor ontwerpen en een professionele afwerking. U kunt een scala aan ontwerpen maken, waaronder schijfsieraden, bollen, kralenkapjes en holle kralen. Perfect als u driedimensionale elementen aan uw ontwerpen wilt toevoegen.
Doming is een techniek voor het maken van sieraden die wordt gebruikt om zachte rondingen en koepels in een stuk platte metalen plaat te creëren. Dit proces wordt uitgevoerd met behulp van een domingblok en een pons. Zoals u op deze pagina zult zien, biedt het maken van koepels in metaal u zoveel mogelijkheden voor ontwerpen en een professionele afwerking. U kunt een scala aan ontwerpen maken, waaronder schijfsieraden, bollen, kralenkapjes en holle kralen. Perfect als u driedimensionale elementen aan uw ontwerpen wilt toevoegen.