Top On Sale Product Recommendations! Grooving Tool Holder MGEHR1010 MGEHR1212 MGEHR1616 MGEHR2020 MGEHR2525 MGEHR3232 External slotting Turning MGEHR/MGEHL for MGMN Price Now: EUR 4.99 🔗Click & Buy: https://s.click.aliexpress.com/e/_omKFHKx
Draaibeitels zijn onmisbaar voor wie regelmatig draaiwerkzaamheden uitvoert. Of het nu gaat om het draaien van hout, metaal of kunststof, met de juiste draaibeitels krijgt u het gewenste resultaat.
Functie draaibeitels
Draaibeitels hebben als functie om materiaal weg te nemen bij het draaien van een werkstuk op een draaibank. Dit gebeurt door het snijvlak van de beitel in contact te brengen met het werkstuk en dit in een draaiende beweging te laten gebeuren. Hierdoor ontstaan er spanen die worden afgevoerd, terwijl het oppervlak van het werkstuk geleidelijk aan de gewenste vorm aanneemt. Naast het wegnemen van materiaal, kunnen draaibeitels ook worden gebruikt om details en versieringen aan te brengen op het werkstuk. Hierbij wordt de beitel niet rechtstreeks in contact gebracht met het werkstuk, maar wordt er meer schraaptechniek gebruikt. Dit vergt meer ervaring en precisie, maar kan zorgen voor prachtige en unieke details op het eindresultaat.
Voordelen draaibeitels
Draaibeitels bieden verschillende voordelen voor wie regelmatig draaiwerkzaamheden uitvoert. Ten eerste stellen deze beitels u in staat om nauwkeurige en gladde bewerkingen uit te voeren, waardoor u een professioneel resultaat behaalt. Daarnaast zijn beitels geschikt voor het bewerken van verschillende materialen, waaronder hout, metaal en kunststof. Dit maakt ze geschikt voor diverse toepassingen, van het draaien van meubelstukken tot het maken van precisieonderdelen.
Tot slot zijn ze ook duurzaam en gaan ze lang mee bij goed onderhoud. Door ze regelmatig te slijpen en schoon te maken, blijven ze scherp en behouden ze hun kwaliteit. Dit maakt deze beitels een investering die zich op de lange termijn terugbetaalt.
Draaibeitels soorten
Er zijn verschillende soorten draaibeitels verkrijgbaar, elk met hun eigen specifieke eigenschappen en toepassingen. Zo zijn er beitels met verschillende snijgeometrieën, zoals de V-vormige, de ronde of de rechthoekige draaibeitel. Ook zijn er soorten met verschillende hardheid en materiaalkeuze, zoals HSS, hardmetaal of keramiek. Daarnaast zijn er beitels met verschillende schachtmaten en -vormen, waardoor ze geschikt zijn voor verschillende draaibanken en toepassingen.
Draaibeitels metaal
Draaibeitels voor metaal hebben meestal een V-vormig snijvlak en zijn gemaakt van hard en slijtvast materiaal zoals hardmetaal of HSS-staal. Hierdoor zijn ze geschikt voor het bewerken van harde materialen zoals staal, gietijzer en aluminium. Het is belangrijk om de juiste snijgeometrie te kiezen voor de specifieke bewerking, zoals het afnemen van ruwe materiaal of het maken van schroefdraad. Het gebruik van de juiste draaibeitels voor metaal kan zorgen voor een gladde afwerking en nauwkeurige resultaten bij het bewerken van metaal op een draaibank.
Draaibeitel set
Het gebruiken van een draaibeitel set kan handig zijn voor wie regelmatig werkt met een draaibank en verschillende materialen en bewerkingen uitvoert. Een goede draaibeitel set bevat meerdere varianten met verschillende snijgeometrieën en afmetingen, waardoor u altijd de juiste beitel bij de hand heeft voor de gewenste bewerking. Daarnaast zijn sets voordeliger dan het los kopen van verschillende beitels. Het gebruik van een set kan de efficiëntie en nauwkeurigheid van het werk verbeteren en zorgen voor een gladde afwerking van het eindresultaat. Het is wel belangrijk om de juiste draaibeitel te kiezen voor het specifieke materiaal en de gewenste bewerking, om zo het beste resultaat te behalen.
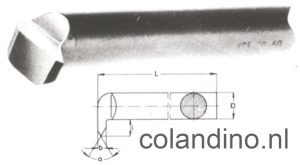
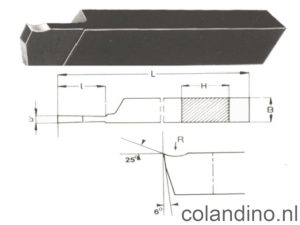
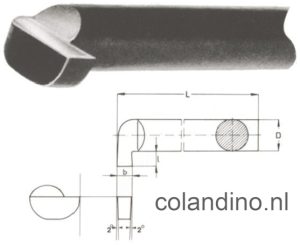
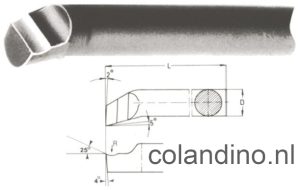
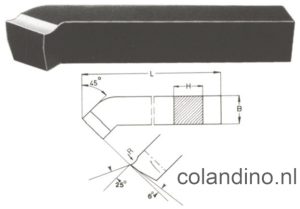
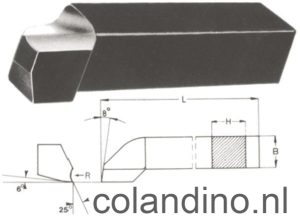
BinnendraadsnijbeitelAfsteekbeitelAfsteekbeitel (type 81)HaakbeitelBlindboorbeitel (type 74)Blindboorbeitel (type AB)Boorbeitel blindGebogen ruwbeitelGebogen ruwbeitel (type 72)Houder voor opschroefbare AD kopMesbeitelVerende draadsnijbeitel (type VD)
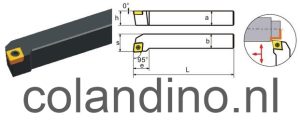
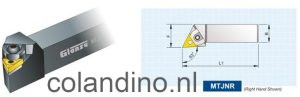
60° binnendraadbeitel {type AB}Binnensteekbeitel (type AB)Insteekbeitel (type RA)HSS 60°binnendraadbeitelHSS draai- en binnenboor-beitelsetHSS binnen- en buitendraad beitelsetMesbeitel PCLNRKopieerbeitel PDJNRRadiusbeitel 20XRHSS BinnensteekbeitelHSS DoorboorbeitelHSS BlindboorbeitelRuwbeitel PSSNR 45° (voor wisselplaat SNMA, SNMG of SNMM)Mesbeitel SCLCR (wisselplaat CCMT of CCGX)MINI buitendraad beitelhouder (wisselplaat type 11ER of 16ER)MINI binnendraad beitelhouder (wisselplaat type 11IR of 16IR)Blinde binnenboorbeitel 95° SCLCR 06Draadsnijbeitel, buiten AL 2020-16Draadsnijbeitel binnen AVR 20-16Ruwbeitel 45° PSSNR (voor wisselplaat SNMG09 – 8 snijkanten)Ruwbeitel 75° PSBNR (voor wisselplaat SNMG09 – 8 snijkanten)Draaibeitel (type MTJNR (rechts)/MTJNL (links) – (wisselplaat is van het type TNMG 1604)Mesbeitel 90° PWGNR – (wisselplaat trigon WNMG06)Doorboorbeitel 75° PSKNR – Afhoeken kan worden gedaan met 15° – (voor wisselplaten SNMG09)Blindboorbeitel 93° PWUNR – (voor wisselplaat WNMG06)Draaibeitel met G-klemming type GCLNR (rechts) / GCLNL (links) – (voor CNMG 120408 Wisselplaten)Binnenboorbeitel 95° met koelkanaal – (voor wisselplaat type CNMG 1204)
Een metaaldraaibank is een machine waarmee metalen of kunststoffen werkstukken worden gedraaid/gemaakt. De draaibank bestaat uit een gietijzeren gestel of geraamte. Door een elektromotor wordt via een v-snaar de klauwplaat, welke op de hoofdas wordt bevestigd, aangedreven.
De draaibank bestaat verder uit een support waarin de beitels voor het draaiwerk worden vastgezet. Dit beitelsupport kan zowel handmatig als automatisch over een zwaluwstaartbed worden voortbewogen. Aan het andere uiteinde van de draaibank zit de “losse kop” waarin een vast of meedraaiend center kan worden geplaatst. Ook een boorkop of een boor met grotere diameter kunnen hier worden vastgeklemd.
Op een metaaldraaibank kan behalve in- en uitwendig draaiwerk ook schroefdraad gesneden worden. Door verschillende tandwielverhoudingen te gebruiken kunnen diverse soorten schroefdraad worden gesneden. De meest voorkomende schroefdraad hier op het Europese vasteland is de Metrische draad. Er is ook Engelse (schroef)draad, Whitworth <WW> genoemd, waarvan de spoed (hier het aantal gangen per inch) en de tophoek de voornaamste verschilpunten tussen de WW en de Metrische schroefdraad zijn.
De onderdelen van een draaibank
Technische fische onderdelen draaibank
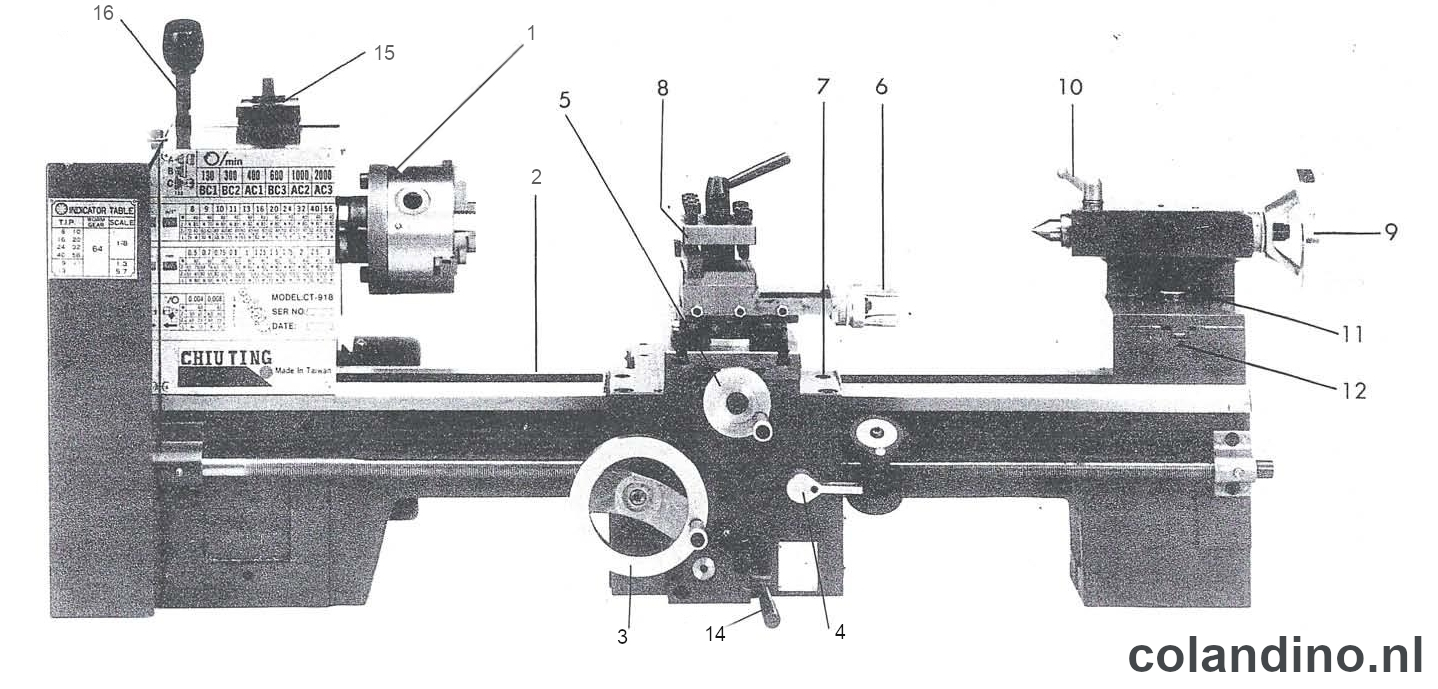
Technische fische onderdelen Chiu – Ting CT-918 AM draaibank
1 – Klauwplaat
5 –
9 –
13 –
2 – Bed
6 –
10 –
14 – Automatische voeding
3 –
7 –
11 –
15 – Aan/Uit schakelaar
4 –
8 –
12 –
16 – Spanhendel V-snaar M5xL710
De draaibank
De draaibank is een machine waarbij een werkstuk om zijn as tegen een snijgereedschap draait. Het snijgereedschap kan zich over twee assen langs het draaiende werkstuk bewegen waardoor er materiaal van het werkstuk wordt afgenomen.
Een draaibank bestaat uit:
De vast kop
Het werkstuk wordt in een opspangereedschap aan de vast kop van de draaibank opgespannen. Aan de vast kop kunnen diverse hulpgereedschappen voor het opspannen van het werkstuk worden bevestigd zoals een drie- of vierklauw, spantangen, meenemers en spancenters.
Het bed
Het bed is een geslepen gietstuk met twee geleidieprisma’s. Dit bed loopt zeer nauwkeurig evenwijdig met de centerlijn tussen de vaste en de losse kop van de draaibank. Dit geldt zowel voor de hoogte als voor de dwarsnauwkeurigheid.
Bij het bed zijn er 2 keuzemogelijkheden: inductiegehard of niet. Inductiegehard is duurder maar op termijn heeft dit enkel voordelen doordat het bed minder vatbaar is voor beschadiging van spanen of slijtage door gebruik. De beitelwagen, ook weleens langsslede of support genoemd, kan over het bed verplaatst worden (voeding). Dit support kan zowel handmatig alsook automatisch door middel van een nauwkeurige schroefdraadstang worden voortbewogen, afhankelijk van de grootte van de draaibank kan dit trapeziumdraad of zaagtanddraad zijn, beide geschikt voor het opnemen van zware axiale belastingen op deze as. Hierbij moet er op gelet worden dat bij het gebruik van automatische voeding men de slede niet heeft vastgezet met de blokkeerschroeven, dit kan zware schade veroorzaken aan het bed.
Support
Het snijgereedschap, de beitel, wordt in een beitelhouder aan het support bevestigd. Het support beweegt zich over het bed in de langsrichting (Z-richting) van het werkstuk. Op het support is een dwarssupport bevestigd welke op een dwarsbed beweegt (X-richting), haaks op het bed en werkstuk.
Bovenop het dwarsbed is weer een beitel- of hulpsupport (dwarsslede) gebouwd welke 180 graden te draaien is en in pricipe op 0 graden staat dus in de langsrichting net als het bed. (dit is de Z 0 richting)
Dwarsslede en beitelhouder
De dwarsslede is de tweede van een combinatie van drie sleden, haaks ten opzichte van elkaar opgesteld. Ook deze kan meestal met automatische voeding worden bewogen. Hierop staat dan nog een beitelslede waarop een beitelhouder geplaatst is waarin men, afhankelijk van het model, één of meerdere beitels kan plaatsen. Hoe deze beitels worden vastgehouden in de beitelhouder verschilt, het belangrijkste is dat de beitelpunt op centerhoogte staat in verband met snijkrachten en afwerking van het stuk.
Er zijn verschillende soorten beitelhouders die het mogelijk maken snel beitels te wisselen voor verschillende toepassingen. Een voorbeeld is meerdere beitels in een houder. Deze systemen zijn in hoogte verstelbaar waardoor centerhoogte gehaald kan worden.
Losse kop
Rechts bevindt zich de losse kop, hierin kan een vast of meedraaiend center worden geplaatst, zodat het werkstuk aan beide uiteinden ondersteund wordt. Ook bestaat de mogelijkheid om er een boorkop of een grotere boor rechtstreeks in te zetten.
De losse kop kan verplaatst worden langs het bed. Het bed bestaat uit twee geleiders die heel zuiver zijn geslepen. In het bed is een trapeziumvormige rand geslepen, zodat bij slijtage op het bed er geen zijdelingse speling ontstaat maar enkel de support naar onder toe zakt (een zeer kleine verplaatsing overigens).
Boren, centers en ander hulpgereedschap wordt in de losse kop bevestigd.
Gereedschap bij de draaibank
– Vierkantsleutel voor het bedienen van de drie-en vierklauw.
– Vierkant pijpsleutel voor de diverse vierkantbouten.
– MorseKonus verloophulzen.
– Diverse beitelhouders.
– Uitstootwig MorseKonus
– Steeksleutel.
– Meedraaiend center.
– Boorkop.
– Diverse beitels.
– Centerboor.
– Omkeerbekken voor de drieklauw
Opspangereedschap werkstuk
Het werkstuk wordt opgespannen in het opspangereedschap aan de vaste kop. Het opspangereedschap draait rond de centerlijn.
Veel gebruikte opspangereedschappen zijn:
De drieklauw
Een zelfcentrerende drieklauw bestaat uit een klauwplaat met drie spanbekken welke bij draaiing van het vierkantgat door de vierkantsleutel gelijkmatig naar binnen of buiten bewegen. De zelfcentrerende drieklauw wordt meestal gebruikt om rond materiaal op te spannen, gelijkzijdig zeskant materiaal is ook mogelijk.
De vierklauw
Een zelfcentrerende vierklauw heeft dezelfde opbouw en werking als de drieklauw maar heeft vier spanbekken waarin rond, gelijkzijdig vierkant en achthoekig materiaal opgespannen kan worden.
Voor ongelijkzijdig vierzijdig materiaal kan een onafhankelijke vierklauw worden opgespannen
Spantangen
Spantangen zijn op maat geslepen klemtangen voor rond materiaal welke in een speciale spantanghouder worden gezet en alleen voor de op de spantang aangegeven materiaaldiameter mogen worden gebruikt. Spantangen zijn zo geslepen dat materiaal over de hele lengte van de spantang wordt geklemd waardoor een nauwkeurig ronddraaien wordt verkregen.
Het opspannen van de beitel
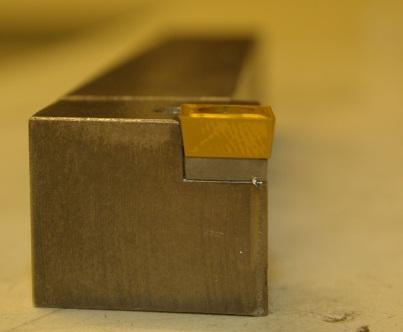
De beitel wordt in de beitelhouder opgespannen.
De beitel moet zo kort mogelijk met de beitelkop uit de beitelhouder steken. De beitel wordt door de spanbouten in de beitelhouder geklemd en wel zo dat het midden van de beitel recht onder de opspanschroeven staat.
De centerlijn
Tussen het midden van de vaste kop (bijvoorbeeld als de bekken van de klauwplaat geheel zijn aangedraaid) en het midden van de losse kop (bijvoorbeeld de punt van het (mee)draaiend center) bevindt zich een denkbeeldige lijn, de centerlijn.
Deze centerlijn loopt evenwijdig met het bed van de draaibank, zowel in hoogte als in diepte. Het bed is zo geslepen dat waar de losse kop zich bevind op het bed deze altijd nauwkeurig de centerlijn volgt. Omdat het support zich ook over het bed kan bewegen volgt deze in hoogte en diepte ook de centerlijn. Wanneer de punt van de beitel op het center van de losse kop is uitgericht volgt de punt van de beitel bij het bewegen van het support dus ook de centerlijn. Dit is nodig voor de zuiverheid van het werkstuk maar is ook voor de hoogte van de beitel belangrijk.
De beitel heeft aan alle zijden schuine kanten onder een bepaalde hoek. Deze zogenaamde vrijloophoeken zijn afhankelijk van het soort beitel en het soort materiaal dat bewerkt gaat worden.
De vrijloophoeken zorgen ervoor dat, bij de juiste afstelling, alleen de beitelpunt het te bewerken materiaal kan raken.
Om met de beitelpunt het materiaal te kunnen raken is het noodzakelijk dat de beitelpunt exact op de centerlijnhoogte staat, hier is het ingespannen materiaal het breedst.Staat de beitelpunt te hoog boven de centerlijn dan zal de beitelpunt het materiaal niet raken doordat de vrijloop tegen het materiaal aan komt.Staat de beitel te laag dan zal het materiaal de neiging hebben op de beitel te ‘kruipen’ of de beitel onder het materiaal slaan wat beiden het gevolg kan hebben dat het werkstuk krom slaat of in het ergste geval de beitel breekt.
De beitelhouder met beitel wordt in de beitelhouderklem gezet en wel zo dat de punt van de beitel de punt van het (mee)draaiend center in de losse kop kan raken.
Met de hoogteverstelschroef van de beitelhouder wordt de beitelpunt op dezelfde hoogte gebracht als de punt van het (mee)draaiend center in de losse kop.
De contramoer op de hoogteverstelschroef wordt vastgedraaid om ongewilde beweging van de hoogteverstelschroef te voorkomen
Hierna wordt de beitelhouder zo opgespannen dat de beitel haaks op de centerlijn staat.
Veiligheid
-Zet elk te draaien werkstuk goed vast in doelmatig spangereedschap. Niet- of slecht ingespannen werkstukken kunnen bij losschieten een groot gevaar voor de omgeving zijn.
-Controleer altijd voor je de machine aanzet met de hand of het werkstuk vrij draait.
-Kom nooit te dicht met je haren of loshangende kledingstukken bij een draaiend deel van de draaibank.
-Lange haren dien je op te binden of in een haarnetje te dragen. Als je haren of kledingstuk gegrepen worden, kun je zeer ernstige verwondingen oplopen.
-Draag altijd werkkleding tijdens machinale bewerkingen, hier zitten scheurlijnen in.
-Draag altijd een veiligheidsbril tijdens verspanende bewerkingen.
-In een werkplaats zijn veiligheidsschoenen verplicht.
-Pak nooit een draaiende werkstuk vast of probeer het af te remmen met je handen.
-Haal nooit spanen weg bij een draaiende werkstuk, spanen zijn messcherp.
-Spanen verwijder je alleen bij een stilstaande machine met een spaanhaak.
Dit is een milliohmmeter en ik heb er al een paar keer naar verwezen als een millivoltmeter.
Veel mensen vroegen om details over hoe ik deze milliohmmeter heb gemaakt. Na een paar weken zoeken heb ik nu het tijdschrift gevonden waaruit ik hem heb gemaakt. Als je hem in actie wilt zien, bekijk dan mijn eerdere video’s van een paar weken geleden.
Deze soldeerkookplaat warmt snel, gelijkmatig en stabiel op, waardoor u efficiënter kunt werken. Het product is gemaakt van hoogwaardige materialen en is stevig en duurzaam en garandeert een goede warmtegeleiding. Het heeft een breed scala aan temperatuuraanpassingen en een breed verwarmingsoppervlak, dat op grote schaal kan worden gebruikt in verschillende industrieën, waardoor het uw rechterhand is.
Belangrijkste kenmerken
Stevig en duurzaam: Het product is gemaakt van hoogwaardige aluminiumlegering en plaatmetaal, met behulp van draadtrek- en schildertechnologie, met hoge sterkte, hitteweerstand, slijtvastheid,uitstekende isolatie-eigenschappen en lange levensduur.
Snelle verwarming:Met een hoog vermogen van 500 W, een verwarmingsplaat van aluminiumlegering met hoge thermische geleidbaarheid en een groot verwarmingsoppervlak (5,91 * 5,91 inch) kan het gelijkmatige warmte, snelle verwarming en hoge temperaturen bereiken zonder vervorming en uw werkefficiëntie verbeteren.
Slimme functie: Dit product maakt gebruik van een microcomputerchip, die de temperatuur op intelligente wijze kan regelen ( 32-752 ℉) en constante temperatuur.Met het bedieningspaneel kunt u temperaturen instellen en opslaan terwijl u aanvullende functies gebruikt, waaronder functiesloten van menu’s, temperatuurcorrectiewaarden en zelfafstemmingsfuncties voor autonome controle.
Geheugenfunctie: Nadat de temperatuur elke keer wordt opgeslagen, wordt het apparaat automatisch opgewarmd tot de laatst ingestelde temperatuur wanneer het de volgende keer wordt ingeschakeld, waardoor de gebruiker de verveling van het herhalen van de bediening wordt bespaard en het gebruiksgemak aanzienlijk wordt verbeterd.
Veiligheidsgarantie: Het stopcontact is gemaakt van isolatiemateriaal en heeft een zekeringbuis erin, die lekkage en verbranding kan voorkomen en de veiligheid van het circuit en uw gebruik kan beschermen. Lees verder → Bericht ID 5167
De FNIRSI 5012H digitale oscilloscoop, gelanceerd in 2022 en verre van een nieuw apparaat, stond al een tijdje op mijn radar om te reviewen.
Toen ik besloot een serie video’s te maken waarin ik 100 MHz oscilloscopen zou reviewen met een richtprijs van € 50 tot € 100, oftewel ~$ 65 tot ~$ 105 USD, was deze oscilloscoop een van de eerste die ik wilde kopen.
Dit apparaat en de andere vier die ik in deze serie zal reviewen, zijn gekocht met de inkomsten van de affiliatelinks die sommige kijkers hebben gebruikt. Daarom wil ik iedereen bedanken die onze links gebruikt bij het winkelen op AliExpress, Amazon of Banggood.
Terugkomend op de oscilloscoop: deze wordt geleverd met een 6100-probe, een oplaadkabel en een gebruikershandleiding. Dit alles zit in een zwarte opbergkoffer.
De FNIRSI 5012H wordt geleverd met een 6100-probe, een oplaadkabel en een gebruikershandleiding. Dit alles zit in een zwarte opbergkoffer.
Voor reparatie doeleinden kan het PTC gedrag (Positieve temperatuurcoëfficiënt) van gloeilampen op een nuttige manier worden gebruikt.
Stel, je wilt een TV testen met een probleem in de voeding.
Als je die dan aansluit met een gloeilamp in serie, en de lamp blijft uit, dan staat vrijwel de hele netspanning op de voeding van de TV en kun je hieraan meten.
Als echter de voeding van de TV te veel stroom trekt, dan “triggert” te gloeilamp en gaat branden, en “begrenst” hiermee de stroom naar de TV. Met een beetje mazzel krijgt de voeding van die TV dan nog wel genoeg spanning en stroom om “iets” te doen, zodat je kunt fout zoeken.
Wees geen ‘Uncle Fester’… bouw een Dim Bulb Tester
De “trigger stroom” kan dan grofweg worden ingesteld door een andere gloeilamp te gebruiken, of als je het vaker doet, een plank te maken met een aantal gloeilampen en schakelaars.
Deze methode was vroeger best populair bij reparateurs, hoe vaak het tegenwoordig nog gebruikt wordt weet ik niet, maar het is effectief en omdat het zo eenvoudig is, is het nog steeds aantrekkelijk.
Ook voor het testen en voor het eerst sinds lange tijd aansluiten van oude apparatuur is dit een must, of je gebruikt een Variac, in combinatie met een scheidingstrafo, maar een goedkope Dim Bulb Tester is ook prima, oude hardware met uitgedroogde elektrolytische condensatoren moeten even de “tijd” krijgen lees rustig kunnen wennen aan een belasting, dus langzaam laden met weinig vermogen maakt vaak het verschil tussen vuurwerk met blauwe rook en een misschien wel werkend apparaat.
Het schema
Schema Dim Bulb Tester met energie monitor Terry van Erp
Er bestaan schakelingen die rechtstreeks met de 230 V netspanning zijn verbonden. In dit artikel bespreken wij hoe u ook aan deze schakelingen veilig kunt werken.
Achtergrondinformatie: Waar zit het gevaar?
De elektrische weerstand van uw lichaam
Het menselijk lichaam heeft een bepaalde elektrische weerstand. Als u dus een spanningsverschil tussen twee plaatsen op uw lichaam aanbrengt, bijvoorbeeld door het met beide handen vastpakken van twee spanning voerende draden, dan zal er door uw lichaam een bepaalde stroom gaan lopen. De grootte van deze stroom is afhankelijk van de waarde van het spanningsverschil en van de grootte van uw lichaamsweerstand. Deze laatste grootheid is niet exact te definiëren, omdat deze van een aantal factoren afhankelijk is zoals:
– De vochtigheidsgraad van uw huid.
– De plaatselijke beharing van uw huid.
– De dikte van uw huid.
– De grootte van het huidoppervlak dat contact maakt met de draden.
– De afstand tussen de twee huidpunten die met de spanningen contact maken.
In droge toestand kan de huidweerstand van een mens meer dan 30 kΩ bedragen. Bij een doornatte huid neemt deze weerstand soms af tot minder dan 500 Ω.
Elektrische stroom kan gevaarlijk zijn
Uw spieren werken dank zij uiterst lage elektrische spanningen die via uw zenuwen worden aangevoerd. Het is dus logisch dat uw lichaam extreem gevoelig is voor elektriciteit. Niet de spanning is hierbij de gevaarlijke grootheid, maar de stroom die deze spanning tot gevolg heeft. Uiteraard zijn hier geen exacte gegevens over te noteren, want de ene persoon is gevoeliger voor elektrische stroom dan de andere. Tóch worden de onderstaande waarden algemeen gekoppeld aan de beschreven menselijke reacties:
Stromen kleiner dan 0,5 mA
De meeste mensen voelen dit niet. Stromen van 0,5 mA tot 2,0 mA
Deze wekken een prikkelend gevoel op (de laagste waarde) tot een schrikreactie (de hoogste waarde). Dit laatste kan al onrechtstreeks gevaarlijk zijn omdat die schrikreactie bijvoorbeeld tot gevolg heeft dat u van een ladder valt. Stromen van 2,0 mA tot 10,0 mA
Pijnlijke spierkrampen in uw handen en armen. Er treedt een lichte mate van spierverstijving op, maar u bent nog wel in staat uw spieren zélf te controleren, zodat u de spanning voerende geleiders nog kunt loslaten. Stromen van 10 mA tot 25 mA
Volledige spiercontracties, u blijft ‘aan de draden plakken’. De stroom blijft dus continu door uw lichaam vloeien met ademhalingsstoornissen en bewusteloosheid tot gevolg. Stromen van 25 mA tot 50 mA
De spiercontracties zullen zich uitbreiden tot uw borst- en hartspieren, met ademhalingsverlamming en hartkamer fibrillatie tot gevolg. Uw hersenen komen snel zonder zuurstof te zitten met alle gevolgen van dien. Stromen van 50 mA tot 1.000 mA
Onmiddellijk volledig uitvallen van uw hartfuncties met de dood tot gevolg. Uw huid begint te verbranden als gevolg van het door de stroom gegenereerde thermische vermogen in uw huidweerstand. Stromen groter dan 1.000 mA
Zeer ernstige brandwonden, zowel inwendig als op de huid. Uw lichaamsvloeistoffen beginnen te koken. Onmiddellijke dood als gevolg van een groot aantal factoren die uw lichaamsfuncties volledig ontregelen.
Wat is een absoluut veilige spanning?
Ook dat is moeilijk precies te definiëren. Algemeen wordt wisselspanning aanraak veilig geacht tot slechts 50 V. Voor gelijkspanning bedraagt deze waarde 120 V. Deze spanningen zijn in Nederland gedefinieerd als aanraak veilig in het normblad NEN 3140. Lees verder → Bericht ID 5167
Om de beste ervaringen te bieden, gebruiken wij technologieën zoals cookies om informatie over je apparaat op te slaan en/of te raadplegen. Door in te stemmen met deze technologieën kunnen wij gegevens zoals surfgedrag of unieke ID's op deze site verwerken. Als je geen toestemming geeft of uw toestemming intrekt, kan dit een nadelige invloed hebben op bepaalde functies en mogelijkheden.
Functioneel
Altijd actief
De technische opslag of toegang is strikt noodzakelijk voor het legitieme doel het gebruik mogelijk te maken van een specifieke dienst waarom de abonnee of gebruiker uitdrukkelijk heeft gevraagd, of met als enig doel de uitvoering van de transmissie van een communicatie over een elektronisch communicatienetwerk.
Voorkeuren
De technische opslag of toegang is noodzakelijk voor het legitieme doel voorkeuren op te slaan die niet door de abonnee of gebruiker zijn aangevraagd.
Statistieken
De technische opslag of toegang die uitsluitend voor statistische doeleinden wordt gebruikt.De technische opslag of toegang die uitsluitend wordt gebruikt voor anonieme statistische doeleinden. Zonder dagvaarding, vrijwillige naleving door je Internet Service Provider, of aanvullende gegevens van een derde partij, kan informatie die alleen voor dit doel wordt opgeslagen of opgehaald gewoonlijk niet worden gebruikt om je te identificeren.
Marketing
De technische opslag of toegang is nodig om gebruikersprofielen op te stellen voor het verzenden van reclame, of om de gebruiker op een site of over verschillende sites te volgen voor soortgelijke marketingdoeleinden.