Doming, ook wel ‘dapping’ genoemd, is een populaire techniek voor het maken van sieraden die wordt gebruikt voor het creëren van rondingen en koepels in zachte metalen.
U zult versteld staan van de professionele resultaten die u met een beetje oefening kunt bereiken!
Aanbevolen gereedschap en benodigdheden voor doming:
Metalen plaat
Verdelers – voor het tekenen van cirkels op metaal
Doorsteekzaag en mes of schijfsnijder
Vijl – voor het gladstrijken van ruwe randen op uw schijven
Gastoorts – voor gloeien (verzachten van uw metaal klaar voor doming)
Veiligheidsbeits – voor het reinigen van uw schijven na het uitgloeien
Doming-blok
Doming-stoten
Hamer – om met een klap op uw metaal te slaan
Doming is een techniek voor het maken van sieraden die wordt gebruikt om zachte rondingen en koepels in een stuk platte metalen plaat te creëren. Dit proces wordt uitgevoerd met behulp van een domingblok en een pons. Zoals u op deze pagina zult zien, biedt het maken van koepels in metaal u zoveel mogelijkheden voor ontwerpen en een professionele afwerking. U kunt een scala aan ontwerpen maken, waaronder schijfsieraden, bollen, kralenkapjes en holle kralen. Perfect als u driedimensionale elementen aan uw ontwerpen wilt toevoegen.
Wat is een domingblok en pons?
Een domingblok heeft een reeks inkepingen van verschillende grootte waaruit u kunt kiezen, afhankelijk van het ontwerp dat u in gedachten heeft. Domingponsen zijn verkrijgbaar in verschillende maten en de meest geschikte maatpons wordt naast een hamer gebruikt om op het metaal te slaan om het stuk te vormen.
We geven er een draai aan…
Draaien is een verspaningstechniek, waarbij het metaal op een draaibank wordt bewerkt. Het materiaal draait rond en voert de snijbeweging uit, doordat de beitel in een bepaalde richting beweegt. Er zijn allerlei vormen van draaien, zoals langsdraaien, dwarsdraaien, steken, profieldraaien, conusdraaien en kopieerdraaien.
Algemeen
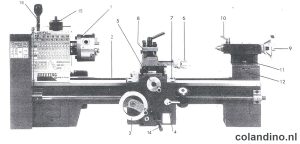
Technische fische onderdelen Chiu – Ting CT-918 AM draaibank
Een metaaldraaibank is een machine waarmee metalen of kunststoffen werkstukken worden gedraaid/gemaakt. De draaibank bestaat uit een gietijzeren gestel of geraamte. Door een elektromotor wordt via een v-snaar de klauwplaat, welke op de hoofdas wordt bevestigd, aangedreven.
De draaibank bestaat verder uit een support waarin de beitels voor het draaiwerk worden vastgezet. Dit beitelsupport kan zowel handmatig als automatisch over een zwaluwstaartbed worden voortbewogen. Aan het andere uiteinde van de draaibank zit de “losse kop” waarin een vast of meedraaiend center kan worden geplaatst. Ook een boorkop of een boor met grotere diameter kunnen hier worden vastgeklemd.
Op een metaaldraaibank kan behalve in- en uitwendig draaiwerk ook schroefdraad gesneden worden. Door verschillende tandwielverhoudingen te gebruiken kunnen diverse soorten schroefdraad worden gesneden. De meest voorkomende schroefdraad hier op het Europese vasteland is de Metrische draad. Er is ook Engelse (schroef)draad, Whitworth genoemd, waarvan de spoed (hier het aantal gangen per inch) en de tophoek de voornaamste verschilpunten tussen de WW en de Metrische schroefdraad zijn.
Bouw
Kenmerkend voor een draaibank is dat bij een draaibank het snijgereedschap (draaibeitel) stilstaat. Meestal wordt een te bewerken onderdeel ingeklemd in een klauwplaat die bevestigd is aan een horizontale as die het werkstuk ronddraait.
De draaibank bestaat veelal uit een gietijzeren constructie, het deel dat op de grond staat heet de voet en daarbovenop staat het draaibankbed. Bij grotere draaibanken zijn voet en bed uit twee delen gemaakt, bij bijvoorbeeld een tafeldraaibank bestaan de voet en het bed uit een enkel stuk gietijzer.
De aandrijving gebeurt meestal met een elektromotor via een overbrengingssysteem bestaande uit V-riemen en/of tandwielen met een keuze uit verschillende toerentallen. De aandrijving kan ook uitgevoerd worden een frequentieregelaar die zorgt voor verschillende aandrijfsnelheden van de elektromotor.
Geschiedenis
De draaibank is een zeer oude machine die al gebruikt werd in Assyrie en het klassieke Griekenland. De oorsprong van het draaien vinden we rond 1300 v.Chr. toen de Grieken een tweepersoonshoutdraaibank ontwikkelden. Een persoon draaide het werkstuk met een touw terwijl een andere persoon een scherp voorwerp gebruikte om vormen in het hout te snijden. In het Romeinse rijk werd een draaiboog (soort strijkstok) toegevoegd. In de middeleeuwen werd het handdraaien vervangen door een pedaal zodat de handen vrijkwamen om de verschillende beitels vast te kunnen houden. Dit type draaibank is tot in het begin van de 20e eeuw veel gebruikt en nog in gebruik in diverse ontwikkelingslanden.
De eerste industriële metaaldraaibank werd door de Nederlander Jan Verbruggen, meestergieter in de zware geschutgieterij in Den Haag, in 1757 ontworpen en in gebruik genomen. In 1770 werd hij benoemd tot meestergieter in de geschutgieterij in het Royal Arsenal in Woolwich. Hier installeerde hij eenzelfde horizontale, door paarden aangedreven draaibank waarvan een set van 50 gedetailleerde camera-obscura-tekeningen bewaard zijn gebleven (zie bijgevoegd voorbeeld). Henry Maudslay, die later onder andere het automatisch draaien van schroefdraden op de draaibank uitvond, werkte ook in de werkplaats van Jan Verbruggen in Woolwich.
Soorten draaibanken
In de conventionele draaibanken kunnen diverse soorten uitvoeringen worden onderscheiden, met of zonder computeraansturing, te weten:
Centerdraaibank: wordt gebruikt voor stukken met een centerpunt aan beide kopzijden en geen mogelijkheid tot klemmen op het stuk.
Universele draaibank: de meest bekende vorm, wordt veelal gebruikt voor stuk- en herstellingswerken. Door demontage van de klauwplaat kan er een centerdraaibank van gemaakt worden doordat er in de spil een conus zit.
Kopdraaibank: een universele draaibank voor stukken met een diameter tot soms wel 3,5 meter. Er ontbreekt vaak wel de losse kop op deze soort, nadeel is dat het opspannen van het stuk veel tijd kost en dat de hoofdspil sterk op buigen wordt belast.
Carrouseldraaibank: een verticaal opgestelde kopdraaibank, met de voordelen van de kopdraaibank maar geen belasting op buigen van de spil. Sommige versies hebben ook de mogelijkheid om met meerdere beitels tegelijk te kunnen werken.
Kopieerdraaibank: een draaibank gebruikt voor het maken van series gelijke stukken. Hierbij loopt een taster over een mal en de vorm van de mal wordt aan een beitel doorgegeven en zo op een werkstuk gedraaid. Deze is vervangen door de computer numerical control (CNC) machines.
Revolverkopdraaibank: gebruikt voor het vervaardigen van series gelijkvormige stukken. Principieel is dit een universele draaibank, maar met een beitelhouder voor soms wel 8 gereedschappen die men kan ronddraaien (zoals bij een trommelrevolver).
Instellingen
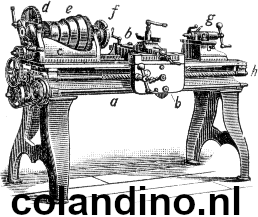
Opbouw van een oudere draaibank uit 1911. Met a = bed, b = geleiding (met dwarsslede en beitelhouder), c = kop, d = terugversnelling (met overbrenging naar ondergelegen spindel) e = kegel voor riemaandrijving van een externe voeding, f = frontpaneel gemonteerd op spindel, g = losse kop. h = spindel.
Het toerental wordt afgestemd op het te bewerken materiaal (de specifieke snijsnelheid, die voor elk materiaal anders is) en de diameter van het te draaien werkstuk.
Hierbij gebruikt men de volgende formule:
n = ( V c ∗ 1000 ) / ( π . d ) , {\displaystyle n=(V_{c}*1000)/(\pi .d),}
Waarbij:
n: het toerental, in toeren/min
Vc: de snijsnelheid, in m/min
d: de diameter van het werkstuk, in mm
Bij het gebruik van een industriële draaibank, waarbij door middel van hendels de toerentallen en voedingen worden ingesteld, is het volgende zeer belangrijk: het toerental van de hoofdspil mag slechts bij stilstand veranderd worden en de voedingen tijdens werking van de draaibank. Het kan dus soms gebeuren dat de tandwielen niet goed in elkaar grijpen bij het wisselen van hoofdspiltoerental, het volstaat hierbij om de klauwplaat met de hand te bewegen, men zal dan voelen dat de hendels op hun juiste plaats vallen als men de klauwplaat een beetje verdraait. Er bestaan ook systemen voor traploze snelheidsregeling bij conventionele machines in de vorm van frequentieomzetters.
Losse kop en bed
Meedraaiend center (boven), vast center (onder)
Rechts bevindt zich de losse kop, hierin kan een vast of meedraaiend center worden geplaatst, zodat het werkstuk aan beide uiteinden ondersteund wordt. Ook bestaat de mogelijkheid om er een boorkop of een grotere boor rechtstreeks in te zetten.
De losse kop kan verplaatst worden langs het bed. Het bed bestaat uit twee geleiders die heel zuiver zijn geslepen. In het bed is een trapeziumvormige rand geslepen, zodat bij slijtage op het bed er geen zijdelingse speling ontstaat maar enkel de support naar onder toe zakt (een zeer kleine verplaatsing overigens).
Bij het bed zijn er 2 keuzemogelijkheden: inductiegehard of niet. Inductiegehard is duurder maar op termijn heeft dit enkel voordelen doordat het bed minder vatbaar is voor beschadiging van spanen of slijtage door gebruik. De beitelwagen, ook weleens langsslede of support genoemd, kan over het bed verplaatst worden (voeding). Dit support kan zowel handmatig alsook automatisch door middel van een nauwkeurige schroefdraadstang worden voortbewogen, afhankelijk van de grootte van de draaibank kan dit trapeziumdraad of zaagtanddraad zijn, beide geschikt voor het opnemen van zware axiale belastingen op deze as. Hierbij moet er op gelet worden dat bij het gebruik van automatische voeding men de slede niet heeft vastgezet met de blokkeerschroeven, dit kan zware schade veroorzaken aan het bed.
Dwarsslede en beitelhouder
De dwarsslede is de tweede van een combinatie van drie sleden, haaks ten opzichte van elkaar opgesteld. Ook deze kan meestal met automatische voeding worden bewogen. Hierop staat dan nog een beitelslede waarop een beitelhouder geplaatst is waarin men, afhankelijk van het model, één of meerdere beitels kan plaatsen. Hoe deze beitels worden vastgehouden in de beitelhouder verschilt, het belangrijkste is dat de beitelpunt op centerhoogte staat in verband met snijkrachten en afwerking van het stuk.
Er zijn verschillende soorten beitelhouders die het mogelijk maken snel beitels te wisselen voor verschillende toepassingen. Een voorbeeld is meerdere beitels in een houder. Deze systemen zijn in hoogte verstelbaar waardoor centerhoogte gehaald kan worden.
De meeste metaaldetectoren werken op het principe dat metalen in een magnetisch veld het gedrag van dat veld veranderen. En zijn twee algemene benaderingen om deze veranderingen te detecteren. In één toepassing wordt een wisselstroom aan een zend-spoel geleverd. Een ontvangst-spoel wordt gebruikt om het magnetische veld op te piken dat wordt gegenereerd door de zender. Wanneer metaal binnen de reikwijdte van de magnetische veldlijnen komt kan de ontvangst-spoel dit detecteren door een verandering in zowel de amplitude als de fase van het ontvangen signaal. De grootte van de wijziging in amplitude en fase zijn een indicatie voor de afmeting en afstand van het metaal, en kunnen ook gebruikt worden om onderscheid te maken tussen magnetiseerbare en niet magnetiseerbare metalen.
In de andere benadering worden stroompulsen toegeleverd aan de zend-spoel. Het magnetische veld dat door deze pulsen wordt opgewekt veroorzaakt wervelstromen in metalen dicht bij de spoel. Wanneer het magnetische veld snel genoeg wordt afgeschakeld kunnen deze wervelstromen worden gedetecteerd met de zend-spoel, die dan dienst doet als ontvanger.
Pulse inductie kan vaak diepere objecten bereiken dan op frequentie gebaseerde detectoren, maar onderscheid tussen verschillende typen metalen is moeilijker. Vanwege de speciale behoeften toen ik dit project startte wordt op deze pagina een puls inductie metaaldetector beschreven met zoveel onderscheid detectie als mogelijk.
Om dit te bereiken wordt het verwerken van de signalen volledig digitaal gedaan door een digitale signaal processor, DSP.
Zoekspoel ontwerp
Er circuleren vele projecten op het internet van puls inductie metaaldetectoren. Hoewel ze verschillen in de manier waarop de signalen worden verwerkt is het elektronische circuit waarmee de magnetische veld pulsen worden opgewekt bijna altijd identiek. Lees verder → Bericht ID 5274
De MG995 is een digitale servo met metalen tandwielen met hoge koppel en kan zo’n beetje voor alles gebruikt worden. De servo kan ongeveer 180 graden draaien en werkt hetzelfde als standaard servo’s. Je kunt standaard servo code, hardware of bibliotheken gebruiken om deze servo aan te sturen. Lees verder → Bericht ID 5274
het algemeen gebruikte symbool voor weerstand in schakelingen
Een weerstand is een elektrische component dat dient om de doorgang van elektrische stroom te bemoeilijken, door er weerstand aan te bieden, met als gevolg een spanningsval over de weerstand.
Weerstanden worden gebruikt als onderdeel in elektrische netwerken. Voor zo’n component is er volgens de wet van Ohm een vaste verhouding tussen de aangelegde spanning en de stroom die vloeit. Deze verhouding is de weerstandswaarde, die uitdrukt in welke mate de stroom hinder ondervindt. De weerstandswaarde, wordt uitgedrukt in de afgeleide SI-eenheid Ohm.
Uitvoeringen van weerstanden:
Een weerstand ontleent zijn eigenschap aan een weerstandsmateriaal, waarvoor koolstof en metaallegeringen gebruikt worden. De meest voorkomende weerstanden zijn tegenwoordig koolstofweerstanden.
Koolweerstand
Een massaweerstand bestaat volledig uit koolstof. Andere typen zijn uitgevoerd met een koolstoflaagje, al dan niet gespiraliseerd. Weerstanden met weerstandsdraad van een geschikte metaallegering worden gewikkeld om een kern, ten einde voldoende lengte van de draad in een klein volume te kunnen verwerken. Gewikkelde weerstanden hebben het nadeel dat bij hogere frequenties de zelfinductie van de wikkeling niet te verwaarlozen is. Naast precisieweerstanden van weerstandsdraad zijn er ook uitvoeringen met een metaalfilm. Metaalfilm- en koolstofilm-weerstanden lijken qua constructie veel op elkaar. Ze bestaan beide uit een dun opgedampt laagje koolstof of metaal (NiCr) waarin een spiraal is gesneden om de juiste weerstandswaarde te bereiken.
Metaalfilm weerstand
Gewikkelde weerstand (voor groot vermogen)
Weerstandsdraad
vanwege de vraag naar steeds kleinere electronica, komen steeds meer componenten in een Surface MountingDevice uitvoering op de markt. Deze SMD-techniek, maakt geen gebruik van aansluitdraden maar heeft contactvlakken om te kunnen verbinden via soldeerpasta. Het mooiste is om gebruik te maken van een reflow-oven, hiermee bereikt u het gelijkmatig vloeien van de soldeerpasta. Wanneer u af en toe een SMD-component toepast, kunt u deze ook gewoon solderen.
Een SMD-uitvoering (sterk vergroot, in werkelijkheid bestaat uit SMD-weerstand uit enige millimeters)
het getal 101 welke op de SMD-weerstand staat (vaak via een vergrootglas moet worden achterhaald), moet worden vertaald in een weerstandswaarde. Uitleg hierover volgt geheel onderaan.
Om de beste ervaringen te bieden, gebruiken wij technologieën zoals cookies om informatie over je apparaat op te slaan en/of te raadplegen. Door in te stemmen met deze technologieën kunnen wij gegevens zoals surfgedrag of unieke ID's op deze site verwerken. Als je geen toestemming geeft of uw toestemming intrekt, kan dit een nadelige invloed hebben op bepaalde functies en mogelijkheden.
Functioneel
Altijd actief
De technische opslag of toegang is strikt noodzakelijk voor het legitieme doel het gebruik mogelijk te maken van een specifieke dienst waarom de abonnee of gebruiker uitdrukkelijk heeft gevraagd, of met als enig doel de uitvoering van de transmissie van een communicatie over een elektronisch communicatienetwerk.
Voorkeuren
De technische opslag of toegang is noodzakelijk voor het legitieme doel voorkeuren op te slaan die niet door de abonnee of gebruiker zijn aangevraagd.
Statistieken
De technische opslag of toegang die uitsluitend voor statistische doeleinden wordt gebruikt.De technische opslag of toegang die uitsluitend wordt gebruikt voor anonieme statistische doeleinden. Zonder dagvaarding, vrijwillige naleving door je Internet Service Provider, of aanvullende gegevens van een derde partij, kan informatie die alleen voor dit doel wordt opgeslagen of opgehaald gewoonlijk niet worden gebruikt om je te identificeren.
Marketing
De technische opslag of toegang is nodig om gebruikersprofielen op te stellen voor het verzenden van reclame, of om de gebruiker op een site of over verschillende sites te volgen voor soortgelijke marketingdoeleinden.

 Doming, ook wel ‘dapping’ genoemd, is een populaire techniek voor het maken van sieraden die wordt gebruikt voor het creëren van rondingen en koepels in zachte metalen.
Doming, ook wel ‘dapping’ genoemd, is een populaire techniek voor het maken van sieraden die wordt gebruikt voor het creëren van rondingen en koepels in zachte metalen.
 Doming is een techniek voor het maken van sieraden die wordt gebruikt om zachte rondingen en koepels in een stuk platte metalen plaat te creëren. Dit proces wordt uitgevoerd met behulp van een domingblok en een pons. Zoals u op deze pagina zult zien, biedt het maken van koepels in metaal u zoveel mogelijkheden voor ontwerpen en een professionele afwerking. U kunt een scala aan ontwerpen maken, waaronder schijfsieraden, bollen, kralenkapjes en holle kralen. Perfect als u driedimensionale elementen aan uw ontwerpen wilt toevoegen.
Doming is een techniek voor het maken van sieraden die wordt gebruikt om zachte rondingen en koepels in een stuk platte metalen plaat te creëren. Dit proces wordt uitgevoerd met behulp van een domingblok en een pons. Zoals u op deze pagina zult zien, biedt het maken van koepels in metaal u zoveel mogelijkheden voor ontwerpen en een professionele afwerking. U kunt een scala aan ontwerpen maken, waaronder schijfsieraden, bollen, kralenkapjes en holle kralen. Perfect als u driedimensionale elementen aan uw ontwerpen wilt toevoegen.





 De MG995 is een digitale servo met metalen tandwielen met hoge koppel en kan zo’n beetje voor alles gebruikt worden. De servo kan ongeveer 180 graden draaien en werkt hetzelfde als standaard servo’s. Je kunt standaard servo code, hardware of bibliotheken gebruiken om deze servo aan te sturen.
De MG995 is een digitale servo met metalen tandwielen met hoge koppel en kan zo’n beetje voor alles gebruikt worden. De servo kan ongeveer 180 graden draaien en werkt hetzelfde als standaard servo’s. Je kunt standaard servo code, hardware of bibliotheken gebruiken om deze servo aan te sturen.